












In stark regulierten Produktionsumgebungen – insbesondere in der pharmazeutischen Produktion, Biotechnologie und Feinchemikalienverarbeitung – ist der sichere Transfer von wirksamen, giftigen oder sterilen Materialien zwischen Sicherheitszonen eine der betriebskritischsten und risikobehaftetesten Aktivitäten, die täglich durchgeführt werden. Das Rapid Transfer Port (RTP)-System hat sich in Kombination mit dem Beta-Bag zu einer der am weitesten verbreiteten technischen Lösungen entwickelt, um einen kontaminationsfreien Materialtransfer zu erreichen, ohne die Integrität des Sicherheitsbehälters zu beeinträchtigen. Für Prozessingenieure, Eindämmungsspezialisten und Qualitätssicherungsexperten, die in diesen anspruchsvollen Branchen arbeiten, ist es wichtig zu verstehen, was ein RTP-Beta-Beutel ist, wie er sich in das umfassendere RTP-System integriert und wie man ihn richtig spezifiziert und verwendet.
Was ist ein RTP-Beta-Bag?
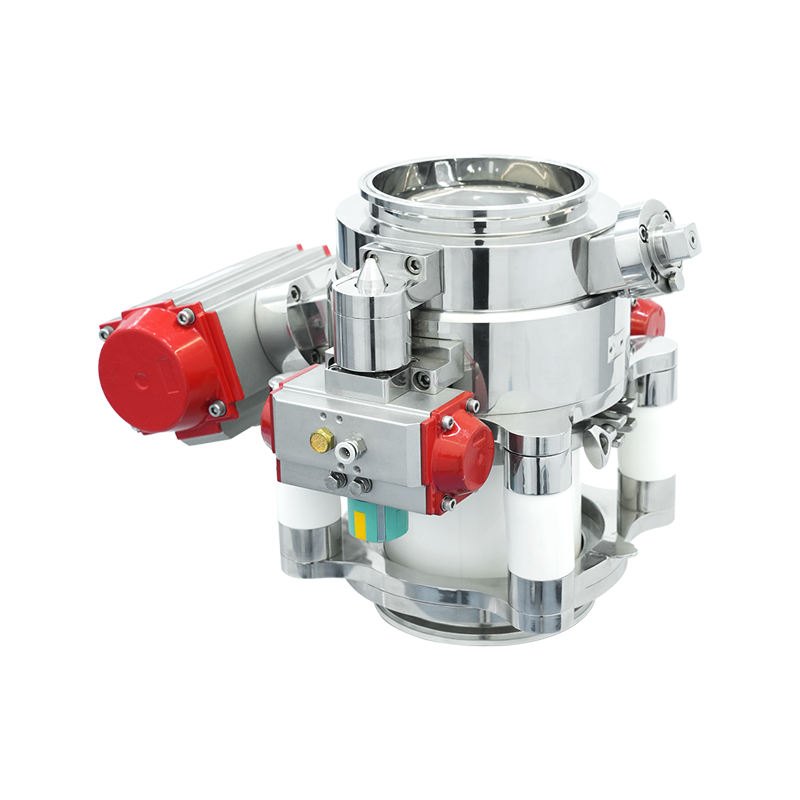
Ein RTP-Beta-Beutel ist ein flexibler Ein- oder Mehrweg-Auffangbeutel, der mit einem standardisierten Beta-Flansch ausgestattet ist, der eine Hälfte einer Rapid Transfer Port-Verbindung bildet. Das RTP-System selbst ist eine Split-Valve-Technologie, die aus zwei ineinandergreifenden Komponenten besteht: dem Alpha-Port, der dauerhaft an einem Sicherheitsgehäuse wie einem Isolator, einer Handschuhbox oder einem Prozessbehälter installiert ist, und der Beta-Komponente, die am zu transportierenden Gegenstand – in diesem Fall dem flexiblen Beutel – befestigt ist. Wenn die Alpha- und Beta-Komponenten zusammengefügt und miteinander verbunden werden, entsteht ein kontaminationsfreier Weg, durch den der Beutelinhalt in das Gehäuse überführt werden kann, ohne dass der Bediener oder die Umgebung dem darin enthaltenen Material ausgesetzt wird.
Der Beta-Beutel ist speziell die flexible Beutelkomponente dieses Systems und dient als primärer Sicherheitsbehälter für Materialien, die in eine kontrollierte Zone eingeführt oder aus dieser entfernt werden. Beta-Beutel werden zum Transport von pulverförmigen pharmazeutischen Wirkstoffen (APIs), Granulaten, Pellets, Hilfsstoffen, Abfallmaterialien und in einigen Konfigurationen von Flüssigkeiten oder Halbfeststoffen verwendet. Sie werden nach präzisen Maßstandards hergestellt, sodass der Beta-Flansch zuverlässig mit Alpha-Anschlüssen derselben Systemfamilie zusammenpasst und unabhängig von der Variabilität der Bedienertechnik jederzeit eine konsistente, leckagefreie Verbindung gewährleistet.

Wie das RTP-System mit einem Beta-Bag funktioniert
Das Funktionsprinzip des RTP-Systems basiert auf dem Konzept des stets geschlossenen Transfers: Zu keinem Zeitpunkt während der Verbindungs-, Transfer- oder Trennsequenz ist das Innere des Sicherheitsbehälters der Außenumgebung ausgesetzt, noch ist der Bediener dem zu transportierenden Material ausgesetzt. Dies wird durch eine sorgfältig geplante Abfolge mechanischer Vorgänge erreicht, die so einfach sind, dass sie unter routinemäßigen Produktionsbedingungen zuverlässig ausgeführt werden können.
Vor dem Anschließen sind sowohl am Alpha-Port am Gehäuse als auch am Beta-Flansch am Beutel ihre jeweiligen Verschlussscheiben angebracht, die jede Seite unabhängig voneinander abdichten. Wenn der Beta-Beutel dem Alpha-Port präsentiert wird, wird der Beta-Flansch ausgerichtet und am Alpha-Port-Gehäuse verriegelt, je nach Systemdesign mithilfe einer Vierteldrehung oder eines Bajonett-Verriegelungsmechanismus. Sobald sie verriegelt sind, werden die beiden Verschlussscheiben effektiv von Angesicht zu Angesicht zusammengefügt, wobei alle Verunreinigungen, die sich auf den Außenflächen der Scheiben befanden, nun zwischen ihnen eingeschlossen und sowohl vom Inneren des Gehäuses als auch von der Umgebung des Bedieners isoliert sind. Die kombinierte Scheibenanordnung wird dann durch Drehen oder Verschieben des internen Alpha-Port-Griffs nach innen geöffnet, wodurch eine freie Öffnung entsteht, durch die der Beutelinhalt geleert oder gefüllt werden kann. Nachdem der Transfer abgeschlossen ist, wird die Scheibeneinheit geschlossen, der Beta-Beutel entriegelt und entfernt und beide Seiten kehren in ihren unabhängig versiegelten Zustand zurück.
Materialien und Konstruktionsoptionen für Beta-Taschen
Die Auswahl der Beta-Beutel-Materialien richtet sich nach der chemischen Kompatibilität des zu handhabenden Produkts, den gesetzlichen Anforderungen der Herstellungsumgebung, der Notwendigkeit einer einmaligen oder wiederverwendbaren Verwendung und den physikalischen Eigenschaften des zu transportierenden Materials. Beta-Beutel sind in verschiedenen Folienkonstruktionen und Flanschmaterialien erhältlich, um diesen unterschiedlichen Anforderungen gerecht zu werden.
Beutelfolienmaterialien
Aufgrund seiner breiten chemischen Kompatibilität, seines geringen Profils an extrahierbaren und auslaugbaren Stoffen und seiner Verfügbarkeit in USP-Klasse-VI- und FDA-konformen Qualitäten ist Polyethylenfolie (PE) das am häufigsten verwendete Material für pharmazeutische Beta-Beutel. Polyethylen niedriger Dichte (LDPE) bietet hohe Flexibilität und gute Schlagfestigkeit bei niedrigen Temperaturen, während Polyethylen hoher Dichte (HDPE) eine höhere Steifigkeit und Barriereeigenschaften für Materialien bietet, die eine robustere physische Eindämmung erfordern. Für Anwendungen, die eine erhöhte chemische Beständigkeit oder Barriereeigenschaften gegen Feuchtigkeit und Sauerstoff erfordern, sind mehrschichtige Laminatfolien erhältlich, die Polyethylen mit Nylon-, EVOH- oder Aluminiumfolienschichten kombinieren. Antistatische und leitfähige Folienvarianten werden beim Umgang mit elektrostatisch empfindlichen Pulvern verwendet, die eine Zündgefahr darstellen oder zu Pulveranhaftungen an den Beutelwänden führen könnten.
Beta-Flanschmaterialien
Der Beta-Flansch – die starre Ringkomponente, die mit dem Alpha-Anschluss zusammenpasst – wird am häufigsten aus hochdichtem Polyethylen oder Polypropylen für Einweganwendungen hergestellt und bietet eine kostengünstige Einwegoption, die die Anforderungen an die Reinigungsvalidierung zwischen den Chargen überflüssig macht. Beta-Flansche aus Edelstahl (Qualität 316L) werden in wiederverwendbaren Konfigurationen verwendet, bei denen der Beutelkörper ausgetauscht, der Flansch jedoch gereinigt und wiederverwendet wird, oder wenn der Prozess die höhere Dimensionsstabilität und Temperaturbeständigkeit erfordert, die Metall bietet. Flansche aus Polyphenylensulfid (PPS) und anderen Hochleistungspolymeren sind für Anwendungen mit aggressiven Lösungsmitteln oder erhöhten Prozesstemperaturen erhältlich, bei denen Standard-Polyolefinflansche ungeeignet wären.
Standard-RTP-Beta-Beutelgrößenbereiche und -konfigurationen
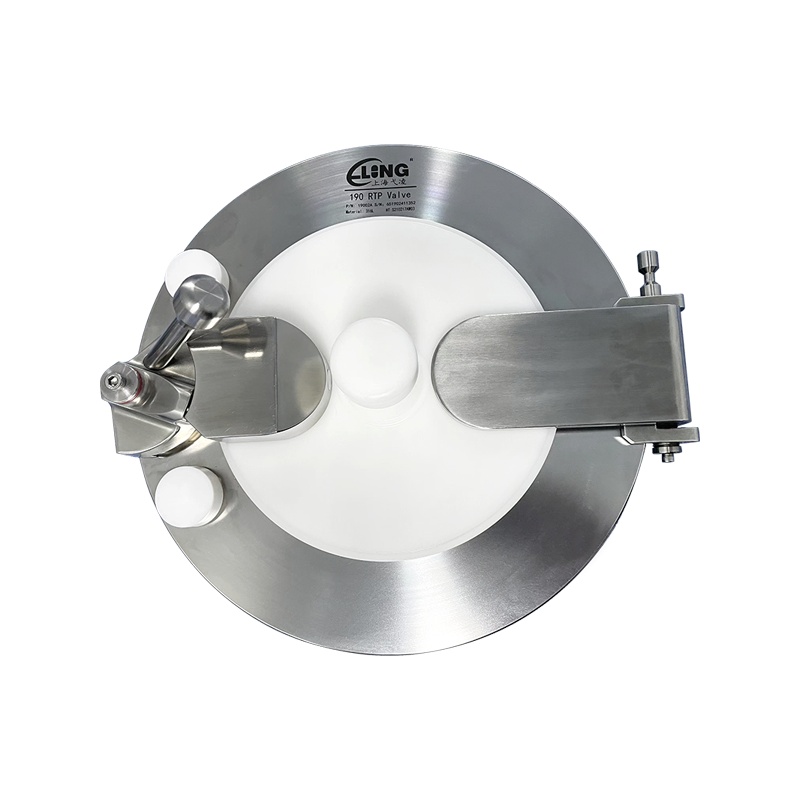
RTP-Beta-Beutel sind in einer Vielzahl von Größen und Konfigurationen erhältlich, um den Volumen- und Geometrieanforderungen verschiedener Transfervorgänge gerecht zu werden. Der Flanschdurchmesser ist innerhalb jeder RTP-Systemfamilie standardisiert – am häufigsten in den Durchmessern 105 mm, 190 mm und 330 mm – und das Beutelvolumen und die Geometrie werden dann um die gewählte Flanschgröße herum aufgebaut.
| Flanschdurchmesser | Typischer Lautstärkebereich | Gemeinsame Anwendung |
| 105 mm | 0,5 l – 5 l | API-Transfer im kleinen Maßstab, Probenahme |
| 190 mm | 5 L – 50 L | Mittlere Produktion, Granulattransfer |
| 330 mm | 50 L – 200 L | Großflächiger Pulvertransport |
| Sondergrößen | Anwendungsspezifisch | Abfallsammlung, Flüssigkeitstransfer |
Über das Volumen hinaus können Beta-Beutel mit einer Reihe sekundärer Funktionen konfiguriert werden, darunter Innenauskleidungen für zusätzliche Kontaminationskontrolle, Auslauftüllen oder Befestigungsverschlüsse am Boden für die Entleerung durch Schwerkraft, Aufhängeösen oder Seitenfalten zum leichteren Befüllen und Entleeren sowie Etikettenfelder zur Chargenidentifizierung und Rückverfolgbarkeit. Beutel, die in Reinraumumgebungen verwendet werden, werden in der Regel vorgereinigt, doppelt verpackt und bei Bedarf zur Sterilität mit Gammastrahlung bestrahlt geliefert.
Hauptanwendungen von RTP Beta Bags in der Industrie
RTP-Beta-Beutel werden in einem breiten Spektrum von High-Containment- und Reinraum-Fertigungsanwendungen eingesetzt, bei denen eine Kombination aus Bedienerschutz, Produktschutz und Transfereffizienz gleichzeitig erforderlich ist.
- Wirkungsvoller Umgang mit Wirkstoffen in der pharmazeutischen Herstellung: Hochwirksame pharmazeutische Wirkstoffe (HPAPIs) mit Arbeitsplatzgrenzwerten (OELs) unter 10 µg/m³ erfordern geschlossene Transfersysteme, um Bediener vor inhalativer und dermaler Exposition zu schützen. Mit RTP-Beta-Beuteln können HPAPI-Pulver vollständig in einer Isolatorumgebung gewogen, dosiert und in Formulierungsgeräte eingebracht werden, wobei bei der Übertragung über RTP jeglicher Schritt der Freiluftexposition entfällt.
- Sterile Herstellung und aseptische Verarbeitung: Bei der Herstellung steriler Arzneimittelprodukte werden Beta-Beutel verwendet, um Komponenten, Hilfsstoffe und Verpackungsmaterialien in Reinraumisolatoren der Klasse A/B einzuführen, ohne den sterilen Bereich zu beeinträchtigen. Durch die RTP-Transfersequenz entfällt die Notwendigkeit einer Sprühdesinfektion und des manuellen Abwischens aller in den Isolator gelangenden Gegenstände, wodurch sowohl das Kontaminationsrisiko als auch die Transferzeit reduziert werden.
- Entfernung eingedämmter Abfälle aus Isolatoren: Beta-Beutel, die für die Abfallsammlung konfiguriert sind, ermöglichen die Entfernung verbrauchter Materialien, kontaminierter Einwegartikel und Prozessabfälle aus Eindämmungsisolatoren, ohne die Eindämmung zu zerstören. Der Abfall wird im Beta-Beutel im Inneren des Isolators gesammelt, der Beutel wird versiegelt und der gefüllte Beta-Beutel wird zur Entfernung an einen Alpha-Anschluss an der Isolatorwand angedockt – so bleibt während des gesamten Abfallbeseitigungsprozesses eine vollständige Eindämmung gewährleistet.
- Biocontainment in der Impfstoff- und Biologika-Herstellung: In biologischen Produktionsanlagen, in denen lebende Organismen, virale Vektoren oder genetisch veränderte Materialien verarbeitet werden, bieten RTP-Beta-Beutel einen validierten Sicherheitsübertragungsmechanismus, der eine Freisetzung in die Umwelt verhindert und gleichzeitig den Transport von Materialien zwischen Zonen mit biologischer Sicherheitsstufe innerhalb der Anlage ermöglicht.
- Nukleare und radiopharmazeutische Anwendungen: Heiße Zellen und Strahlungsschutzgehäuse, die in der radiopharmazeutischen Produktion verwendet werden, verwenden RTP-Beta-Beutel zum Transport von Radioisotopen und markierten Verbindungen unter vollständiger Eindämmung des radioaktiven Materials und zum Schutz des Personals vor Strahlendosis.
Anforderungen an die Eindämmungsleistung und Validierung
Bei RTP-Beta-Beuteln, die in der pharmazeutischen Herstellung verwendet werden, muss die Eindämmungsleistung durch validierte Tests nachgewiesen werden und darf nicht allein aufgrund der Designabsicht angenommen werden. Aufsichtsbehörden wie die FDA, die EMA und nationale Arzneimittelbehörden erwarten von den Herstellern, dass sie dokumentarisch nachweisen, dass ihre Eindämmungssysteme – einschließlich des RTP-Übertragungsschritts – unter tatsächlichen Produktionsbedingungen die erforderliche Eindämmungsleistung erreichen.
Testen von Ersatzpulvern
Die Eindämmungsleistung von RTP-Beta-Beuteltransfers wird in der Regel mithilfe von Ersatzpulvertests quantifiziert, bei denen ein ungefährliches Pulver mit ähnlichen physikalischen Eigenschaften wie der tatsächliche Wirkstoff durch das RTP-System unter produktionsrepräsentativen Bedingungen transportiert wird. Während des gesamten Transfervorgangs werden Luftproben in der Atemzone und im allgemeinen Bereich gesammelt und analysiert, um die Konzentration des Ersatzstoffes in der Luft zu bestimmen. Die Ergebnisse werden als zeitgewichtete Durchschnittskonzentration (TWA) ausgedrückt und mit dem OEL des tatsächlichen Wirkstoffs verglichen, um zu bestätigen, dass das System eine angemessene Eindämmungsmarge liefert. Seriöse RTP- und Beta-Beutellieferanten können veröffentlichte Eindämmungsleistungsdaten aus standardisierten Testprotokollen bereitstellen, wie sie beispielsweise von ISPE (International Society for Pharmaceutical Engineering) und SMEPAC (Standardized Measurement of Equipment Particulate Airborne Concentration) definiert wurden.
Integritätstest von Beta-Bags
Vor der Verwendung in der Produktion sollten Beta-Beutel einer Integritätsprüfung unterzogen werden, um sicherzustellen, dass die Beutelfolie und die Schweißverbindung zwischen Flansch und Folie frei von Nadellöchern, Undichtigkeiten oder Defekten sind, die die Eindämmung beeinträchtigen könnten. Zu den Integritätstestmethoden gehören Vakuumzerfalltests, Überdruck-Haltetests und Eintauchtests. Für sterile Anwendungen liefern Hersteller in der Regel Beutel mit Konformitätszertifikaten aus, die bestätigen, dass im Rahmen der Qualitätskontrolle bei der Herstellung Integritätstests durchgeführt wurden. Für nicht sterile pharmazeutische Anwendungen sollten Eingangskontrollprotokolle die Probenhäufigkeit und Akzeptanzkriterien für die Integritätsüberprüfung festlegen.
Best Practices für die Verwendung von RTP-Beta-Beuteln in der Produktion
Um eine konsistente und zuverlässige Eindämmungsleistung von RTP-Beta-Beuteln in der Produktion zu erreichen, ist die Beachtung von Verfahrensdisziplin, Lagerbedingungen und Bedienerschulung erforderlich, die über die bloße Beschaffung der richtigen Hardware hinausgeht.
- Überprüfen Sie jeden Beutel vor dem Gebrauch: Auch Beutel, die in versiegelter Reinraumverpackung geliefert werden, sollten vor der Verwendung visuell auf Folienschäden, Schweißnahtintegrität an der Flanschverbindung und korrekte Beta-Flanschausrichtung überprüft werden. Ein Beutel mit einer beeinträchtigten Schweißnaht oder einem Foliendefekt wird während des Transfervorgangs versagen und das enthaltene Material möglicherweise an die Umgebung freisetzen.
- Befolgen Sie die richtige Andockreihenfolge ohne Verknüpfungen: Die RTP-Andock- und Abdocksequenz ist ein definierter Vorgang, der jedes Mal in der richtigen Reihenfolge befolgt werden muss. Abkürzungen – wie das Öffnen der kombinierten Scheibe, bevor sichergestellt wird, dass die Sperre vollständig eingerastet ist, oder der Versuch, abzudocken, ohne die Scheibe vorher vollständig zu schließen – können zu Eindämmungsbrüchen führen. Die Bedienerschulung sollte eine praktische Demonstration und Kompetenzbewertung anhand einer schriftlichen Standardarbeitsanweisung umfassen.
- Lagern Sie Beta-Beutel unter kontrollierten Bedingungen: Beta-Beutel auf Folienbasis sollten in der versiegelten Originalverpackung an sauberen, temperierten Orten, fern von UV-Strahlung, scharfen Gegenständen und chemischen Dämpfen, gelagert werden. Polyethylenfolien können im Laufe der Zeit bestimmte organische Dämpfe absorbieren, was zu Problemen mit extrahierbaren Stoffen für den nächsten im Beutel verarbeiteten Wirkstoff führen kann. Die FIFO-Lagerrotation (First-In-First-Out) minimiert das Risiko der Verwendung von Beuteln, die über die empfohlene Haltbarkeitsdauer hinaus gelagert wurden.
- Verwalten Sie die statische Aufladung elektrostatischer Pulver: Elektrostatisch aufgeladene Pulver können beim Entleeren an der Innenfolie des Beutels haften bleiben, was die Ausbeute verringert und zu Reinigungsproblemen führt. Verwenden Sie antistatische oder leitfähige Beta-Beutel für elektrostatisch empfindliche APIs und erwägen Sie, die Beutelbaugruppe während des Transfervorgangs zu erden, um den Ladungsaufbau abzuleiten. In ATEX-klassifizierten Zonen sollten nur entsprechend zertifizierte leitfähige Beutelmaterialien verwendet werden, um Zündentladungen zu verhindern.
- Dokumentieren und verfolgen Sie jeden in der Produktion verwendeten Beutel: Jeder in einer pharmazeutischen Produktionscharge verwendete Beta-Beutel sollte anhand der Chargennummer identifiziert, im Chargenprotokoll dokumentiert und mit dem Bestand abgeglichen werden. Diese Rückverfolgbarkeit ist für die Einhaltung gesetzlicher Vorschriften erforderlich und für eine effektive Ursachenanalyse unerlässlich, wenn während oder nach dem Transferschritt ein Eindämmungsereignis oder eine Abweichung von der Produktqualität auftritt.
Auswahl des richtigen RTP-Beta-Bag-Lieferanten
Die Qualität und die Einhaltung gesetzlicher Vorschriften von RTP-Beta-Beuteln variieren erheblich zwischen den Anbietern, und die Folgen der Verwendung minderwertiger Beutel in der pharmazeutischen oder biologischen Herstellung können Produktkontaminationen, behördliche Feststellungen und schwerwiegende Sicherheitsvorfälle sein. Bei der Bewertung von Lieferanten sollten die folgenden Kriterien systematisch angewendet werden.
- Dimensionskompatibilität mit dem installierten Alpha-Port: Beta-Beutel müssen in ihren Abmessungen mit dem in Ihrer Einrichtung installierten spezifischen Alpha-Port-System kompatibel sein. RTP-Systeme verschiedener Hersteller sind nicht universell austauschbar, auch wenn der Nennflanschdurchmesser ähnlich erscheint. Bestätigen Sie stets die Daten zur Dimensionskompatibilität sowohl beim Hersteller des Alpha-Ports als auch beim Lieferanten des Beta-Beutels, bevor Sie eine neue Quelle qualifizieren.
- Materialrückverfolgbarkeit und behördliche Dokumentation: Seriöse Lieferanten bieten eine vollständige Materialrückverfolgbarkeit für alle Beutelfolien- und Flanschkomponenten, einschließlich Harzzertifikaten, Daten zu extrahierbaren und auslaugbaren Stoffen, Biokompatibilitätsdaten der USP-Klasse VI oder ISO 10993 (sofern zutreffend) und Konformitätszertifikaten für jede Produktionscharge. Dieses Dokumentationspaket ist für die Einreichung von Drug Master File und Inspektionen durch Aufsichtsbehörden erforderlich.
- Zertifizierung des Qualitätsmanagementsystems: Lieferanten, die Beta-Beutel für pharmazeutische Zwecke herstellen, sollten unter einem nach ISO 9001 oder ISO 15378 zertifizierten Qualitätsmanagementsystem arbeiten. Einrichtungen, die sterile Beutel liefern, sollten zusätzlich über eine ISO 13485-Zertifizierung verfügen. Fordern Sie Lieferantenauditberichte an und überprüfen Sie sie oder führen Sie ein Standortqualifizierungsaudit durch, bevor Sie einen neuen Beta-Beutellieferanten für die Verwendung in der GMP-Produktion zulassen.
Fazit
Die RTP-Beta-Tasche ist eine präzisionsgefertigte Eindämmungskomponente, die es Pharma-, Biotech- und Chemieherstellern ermöglicht, gefährliche, wirksame oder sterile Materialien zwischen kontrollierten Umgebungen mit einem Maß an Sicherheit und Zuverlässigkeit zu transportieren, das mit älteren Transfermethoden nicht zu erreichen ist. Durch das Verständnis der mechanischen Prinzipien des RTP-Systems, die Auswahl des geeigneten Beutelmaterials und der entsprechenden Konfiguration für die spezifische Anwendung, die Validierung der Eindämmungsleistung durch anerkannte Testprotokolle und die Schulung der Bediener in der Einhaltung standardisierter Andockverfahren ohne Abweichungen können Unternehmen eine konsistente Eindämmungsleistung erreichen, die sowohl ihre Mitarbeiter als auch ihre Produktqualität schützt. In einer Branche, in der ein einziger Eindämmungsverstoß Folgen haben kann, die von der Ablehnung von Produktchargen bis hin zu schwerwiegenden Gesundheitsrisiken für den Bediener reichen, ist die Investition in korrekt spezifizierte und ordnungsgemäß verwaltete RTP-Beta-Beutel sowohl eine behördliche Verpflichtung als auch eine grundlegende Sorgfaltspflicht.
















{kind=link}