












In der pharmazeutischen Produktion erfordert die aseptische Produktion steriler Arzneimittel ein unerschütterliches Engagement für die Kontaminationskontrolle in jeder Phase des Prozesses. Einer der technisch anspruchsvollsten Momente in jedem aseptischen Arbeitsablauf ist der Transfer von Materialien – Komponenten, Behälter, Geräte oder In-Prozess-Produkte – zwischen Bereichen unterschiedlicher Reinheitsklassifizierung. Jedes Mal, wenn ein Isolator, ein Zugangsbarrieresystem (RABS) oder ein Reinraum geöffnet wird, um Material einzuführen oder zu entfernen, entsteht ein potenzieller Weg für mikrobielle, partikuläre und Kreuzkontaminationen. Der Rapid Transfer System Port, allgemein als RTP-Port oder bezeichnet RTP-Ventil dient speziell dazu, dieses Risiko zu eliminieren, indem es einen vollständig geschlossenen, sterilitätsgesicherten Materialtransfer ohne Unterbrechung der kontrollierten Umgebung ermöglicht. Zu verstehen, wie RTP-Ports funktionieren, wie sie validiert werden und wie man das richtige System für eine bestimmte pharmazeutische Anwendung auswählt, ist grundlegendes Wissen für jeden, der sich mit aseptischem Prozessdesign, Anlagenqualifizierung oder Kontaminationskontrolle beschäftigt.
Das Kernproblem, das RTP-Ports in der aseptischen Arzneimittelherstellung lösen
Bei der aseptischen Arzneimittelherstellung darf das sterile Produkt vom Zeitpunkt der Sterilisation bis zum endgültigen Verschluss des Behälters niemals mit einer nicht sterilen Oberfläche oder Umgebung in Kontakt kommen. Diese Anforderung stellt eine grundlegende technische Herausforderung dar: Wie bewegt man physische Objekte – Fläschchen, Stopfen, lyophilisierte Produkte, Werkzeuge oder Proben – in einen Isolator oder Reinraum hinein und aus diesem heraus, ohne auch nur kurzzeitig eine unkontrollierte Öffnung zwischen dem sterilen Innenraum und der Umgebung zu schaffen?
Herkömmliche Ansätze – wie Transferschleusen mit sequentiellen Türverriegelungen, Sprüh- und Wisch-Dekontaminationsverfahren oder Laminar-Flow-Abzugshauben – erfordern alle menschliches Eingreifen an der Schnittstelle, führen zu Verfahrensvariabilität und sind für ihre Wirksamkeit auf die Technik des Bedieners angewiesen. Diese Ansätze können für risikoärmere Transfers in Umgebungen der Klasse C oder D geeignet sein, reichen jedoch grundsätzlich nicht für den direkten Transfer in Isolatoren der Klasse A aus, in denen hochwertige, risikoreiche sterile Produkte wie injizierbare Biologika, Zytostatika, Arzneimittel für neuartige Therapien (ATMPs) oder Radiopharmazeutika verarbeitet werden.

Der RTP-Port löst dieses Problem durch ein mechanisches Design, das physisch verhindert, dass Oberflächen, die der äußeren Umgebung ausgesetzt waren, in die sterile Zone gelangen, und gleichzeitig verhindert, dass das sterile Innere der Außenseite ausgesetzt wird – unabhängig von der Technik des Bedieners. Das Prinzip ist elegant: Zwei Halbtüren, eine an der Isolatorwand befestigt (der Alpha-Port) und eine am Transferbehälter befestigt (der Beta-Port), können nur als verriegeltes Paar zusammengefügt und nach innen geöffnet werden. Die nach außen gerichteten Flächen beider Türen werden miteinander verbunden und bleiben dauerhaft außen; Nur die zuvor nach innen gerichteten Oberflächen sind jemals der sterilen Zone ausgesetzt.
Funktionsweise eines RTP-Ventils: Alpha- und Beta-Port-Mechanik
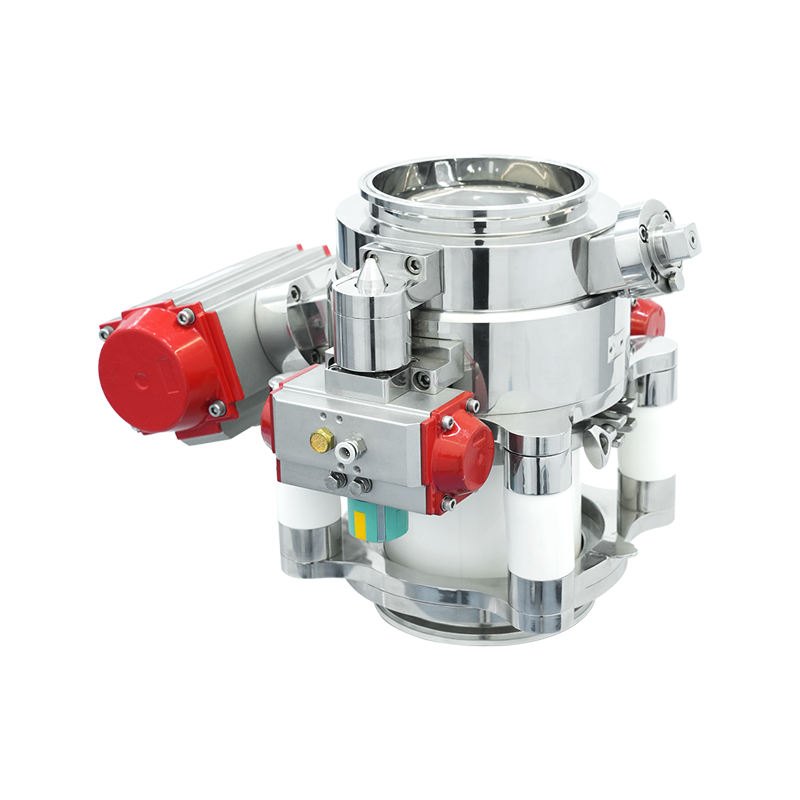
Das RTP-System besteht aus zwei komplementären Komponenten, die immer zusammenarbeiten müssen. Der Alpha-Port ist die feste Komponente, die fest in der Wand eines Isolators, RABS-Gehäuses oder einer Reinraum-Zugangsklappe installiert ist. Es verfügt über eine runde Tür mit Verriegelungsmechanismus und in den meisten Ausführungen über eine Dekontaminationsmöglichkeit. Der Beta-Port ist die abnehmbare Komponente – typischerweise ein starrer Transferbehälter, Beutel oder Fass mit passender Tür – die zum Anschluss an den Alpha-Port gebracht wird.
Die Verbindungssequenz beginnt, wenn der Beta-Port-Flansch an den Alpha-Port gehalten und gedreht wird, um den Verriegelungsmechanismus einzurasten – typischerweise ein Mehrpunkt-Bajonettverschluss, der eine definierte Winkeldrehung erfordert, um vollständig einzurasten. Nach dem Verriegeln werden die beiden Türen mechanisch zu einer Einheit verbunden. Der Verriegelungsmechanismus gibt gleichzeitig die kombinierte Türbaugruppe frei, die dann nach innen in den Isolator geschwenkt oder geschoben wird. Entscheidend ist, dass die Außenfläche der Alpha-Tür (die zuvor der Außenseite des Isolators ausgesetzt war) jetzt direkt mit der Außenfläche der Beta-Tür (die zuvor der externen Transferumgebung ausgesetzt war) verbunden ist. Diese beiden kontaminierten Oberflächen werden während des gesamten Transfervorgangs dauerhaft miteinander verbunden und sind niemals dem sterilen Inneren ausgesetzt.
Wenn der Transfer abgeschlossen ist, wird die kombinierte Tür wieder in ihre geschlossene Position gebracht, der Beta-Container gedreht, um den Bajonettverschluss zu lösen, und der Beta-Port wird entfernt. Die Alpha-Port-Tür kehrt in ihre versiegelte Position zurück und bewahrt so die Integrität des Isolators. Die gesamte Transfersequenz wurde abgeschlossen, ohne dass es zu irgendeinem Zeitpunkt des Prozesses zu unkontrollierten Pfaden zwischen dem Inneren des Isolators und der Außenumgebung kam.
RTP-Port-Designvarianten und ihre Anwendungen
Während das Alpha-Beta-Prinzip in allen RTP-Systemen einheitlich ist, gibt es erhebliche Designunterschiede, die sich auf die Eignung für verschiedene pharmazeutische Anwendungen auswirken. Das Verständnis dieser Varianten ermöglicht es Prozessingenieuren, das System auszuwählen, das am besten zu ihren spezifischen Übertragungsanforderungen passt.
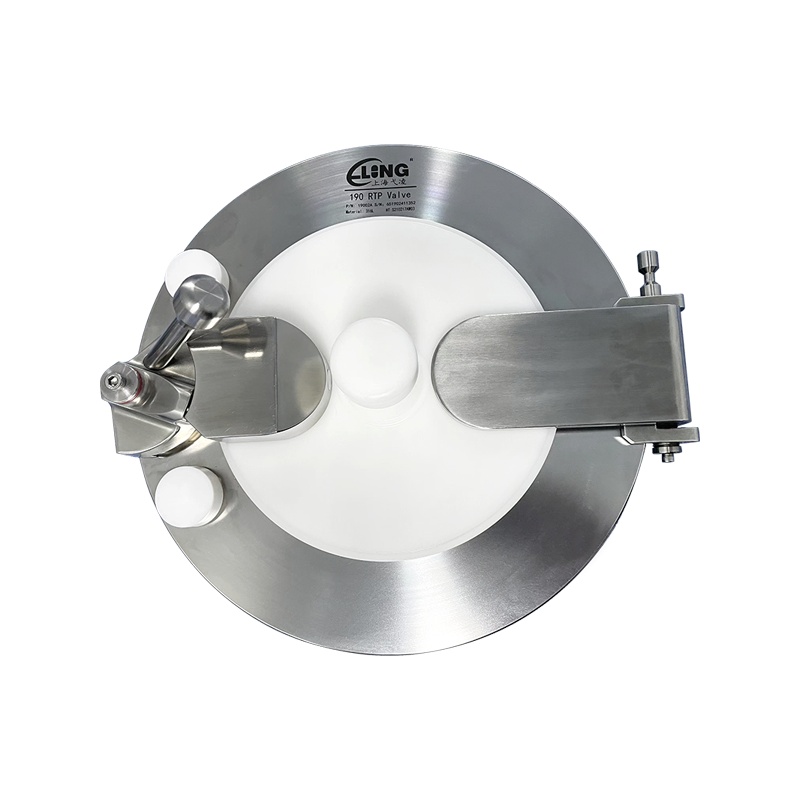
Standard-RTP-Rundports
Das am weitesten verbreitete RTP-Format verwendet eine runde Tür mit einem Durchmesser von typischerweise 105 mm bis 460 mm, wobei 190 mm und 320 mm die häufigsten Größen in pharmazeutischen Isolatorinstallationen sind. Die kreisförmige Geometrie sorgt für eine gleichmäßige Dichtfläche und einen mechanisch effizienten Bajonettverschluss. Standard-Rundanschlüsse werden für den Transfer von Komponenten wie verschlossenen Fläschchen, gefüllten Spritzen, Stopfen und kleinen Ausrüstungsgegenständen verwendet. Sie sind mit starren Transferbehältern, flexiblen Beuteln, die von starren Außenrahmen getragen werden, und Fassadaptern für den Massentransfer von Komponenten kompatibel.
Dekontaminierung von RTP-Ports
Für Transfers, die einen zusätzlichen Biodekontaminationsschritt erfordern – insbesondere wenn Gegenstände, die in den Isolator gelangen, nicht extern vorsterilisiert werden können – verfügen die dekontaminierenden RTP-Ports über eine kleine ringförmige Dekontaminationskammer zwischen der Alpha- und Beta-Tür. Nachdem der Beta-Behälter am Alpha-Anschluss befestigt wurde, aber bevor die kombinierten Türen geöffnet werden, wird ein sporizides Mittel (typischerweise verdampftes Wasserstoffperoxid, VHP) in diesen ringförmigen Raum injiziert, wodurch die Oberflächen beider Türen und die Innenfläche des Beta-Behälterflansches dekontaminiert werden. Dieser Ansatz sorgt für eine validierte logarithmische Reduzierung der Keimbelastung an der Transferschnittstelle und ist für Transfers in Isolatoren erforderlich, die für Sterilitätstests oder hochempfindliche biologische Prozesse verwendet werden.
Kontinuierliche Liner- und Trommeltransfersysteme
Für großvolumige Massentransfers – große Mengen lyophilisierter Produkte, große Mengen an Komponenten oder Abfallentsorgung – erweitern kontinuierliche Linersysteme und Trommeltransferanschlüsse das RTP-Prinzip auf größere Formate. Kontinuierliche Linersysteme verwenden eine Hülle aus flexibler Kunststofffolie, die zwischen dem Alpha-Port und dem Transferbehälter vorgeschweißt ist. Das Material gelangt durch die Hülse, die dann heißversiegelt und geschnitten wird, um jede Übertragung zu verschließen, ohne jemals das Innere des Isolators freizulegen. Die Fasstransferanschlüsse verfügen über eine überdimensionierte Alpha-Beta-Konfiguration, die Standard-Pharmafässer mit einem Fassungsvermögen von 10 bis 200 Litern aufnehmen kann und so den Transfer großer Mengen in Eindämmungsisolatoren für die Handhabung hochwirksamer Verbindungen ermöglicht.
Regulierungs- und Validierungsanforderungen für RTP-Systeme
Die Verwendung von RTP-Anschlüssen bei der aseptischen Arzneimittelherstellung ist nicht nur eine bewährte Vorgehensweise – sie ist zunehmend eine regulatorische Erwartung für isolatorbasierte aseptische Prozesse, die im EU-GMP-Anhang 1 (Revision 2022), den FDA-Leitlinien für die Industrie zu sterilen Arzneimittelprodukten, die durch aseptische Verarbeitung hergestellt werden, und PIC/S PE 009 überprüft werden. Insbesondere die Überarbeitung des EU-GMP-Anhangs 1 im Jahr 2022 legt einen detaillierten Rahmen für die Kontaminationskontrollstrategie (Contamination Control Strategy, CCS) fest, der sich explizit mit der Übertragung befasst von Materialien in und aus aseptischen Produktionsumgebungen, wobei hohe Erwartungen an die Verwendung validierter geschlossener Transfersysteme gestellt werden.
Die Validierung eines RTP-Systems für die aseptische pharmazeutische Verwendung erfordert den Nachweis von drei primären Leistungsmerkmalen: physische Eindämmungsintegrität, Verhinderung des Eindringens von Mikroben und Dekontaminationswirksamkeit (sofern zutreffend). Die physikalische Eindämmung wird in der Regel durch Druckhaltetests der zusammengebauten Alpha-Beta-Schnittstelle nachgewiesen. Dabei wird bestätigt, dass an den Dichtungsflächen unter den im Isolator herrschenden Differenzdruckbedingungen kein Leckpfad vorhanden ist. Die Verhinderung des Eindringens von Mikroben wird durch Belastungsstudien validiert, bei denen die Transfersequenz mit hochkonzentrierter mikrobieller Kontamination durchgeführt wird, die auf die Außenflächen des Transferbehälters aufgetragen wird. Anschließend wird das Innere des Isolators getestet, um zu bestätigen, dass keine Kontamination eindringt.
Bei der Dekontamination von RTP-Anschlüssen mit integrierter VHP-Behandlung folgt die Validierung der sporiziden Wirksamkeit dem ISO 14937-Rahmenwerk und erfordert in der Regel den Nachweis einer Reduzierung der biologischen Indikatoren von Geobacillus stearothermophilus um mindestens 6 Logs, die an den anspruchsvollsten Stellen innerhalb der Dekontaminationskammer angebracht sind. Bei der Zyklusentwicklung müssen die spezifische Geometrie des Anschlusses und die Belüftungseigenschaften des verwendeten VHP-Generators berücksichtigt werden, da der VHP-Restgehalt auf unter 1 ppm reduziert werden muss, bevor die kombinierte Tür zum Isolator geöffnet wird, um Produkt und Bediener zu schützen.
Wichtige Leistungsparameter, die bei der Auswahl eines RTP-Systems zu bewerten sind
| Parameter | Typische Spezifikation | Warum es wichtig ist |
| Anschlussdurchmesser | 105 mm – 460 mm | Muss den größten zu übertragenden Artikel aufnehmen |
| Dichtungsmechanismus | O-Ring aus EPDM oder Silikon, Mehrpunktbajonett | Hält die leckagefreie Abdichtung bei Druckunterschieden im Isolator aufrecht |
| Konstruktionsmaterial | Edelstahl 316L, PEEK oder HDPE | Muss mit VHP, IPA und Reinigungsmitteln kompatibel sein |
| Dekontaminationsfähigkeit | Integrierte VHP-Ringkammer (optional) | Erforderlich für Sterilitätstestisolatoren und Hochrisikotransfers |
| Druckdifferenzbewertung | ±200 Pa bis ±500 Pa (abhängig vom Isolatordesign) | Die Dichtung muss bei betrieblichem Über- oder Unterdruck ihre Integrität bewahren |
| Zyklusleben | 10.000 – 50.000 Verbindungszyklen | Legt die Wartungs- und Dichtungswechselintervalle fest |
| Regulatorische Dokumentation | FAT/SAT-Protokolle, IQ/OQ/PQ-Unterstützungspaket | Erforderlich für die GMP-Qualifizierung und die Unterstützung bei der Einreichung von Zulassungsanträgen |
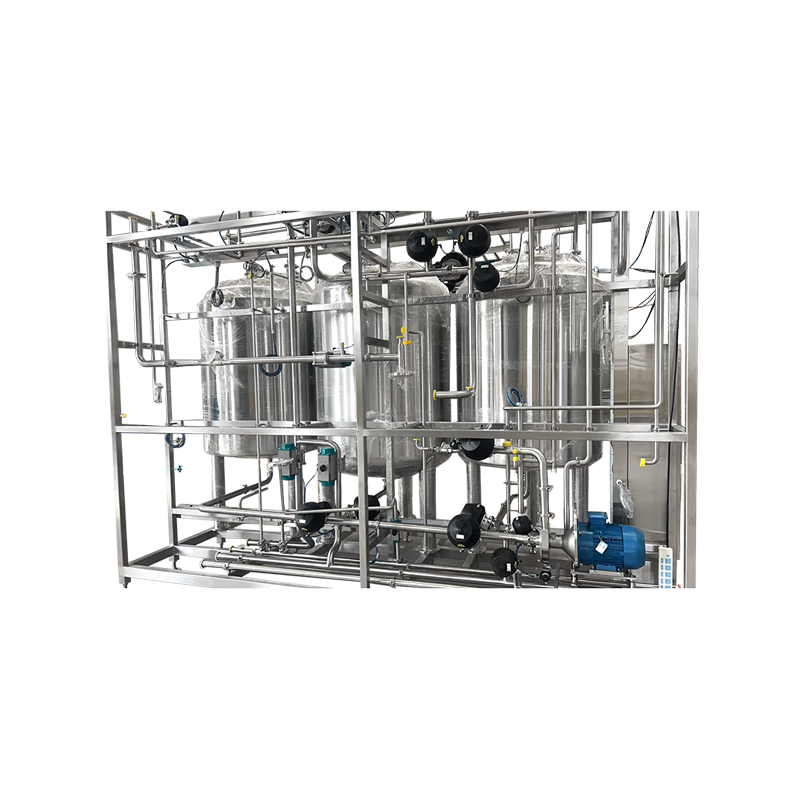
Integration von RTP-Ports in Isolator- und RABS-Design
RTP-Ports müssen in der frühen Entwurfsphase eines Isolators oder RABS-Gehäuses spezifiziert und positioniert werden – das Nachrüsten von Ports in eine bestehende Gehäusewand ist technisch möglich, aber deutlich komplexer als deren Integration in der Entwurfsphase. Die Anzahl, Größe und Lage der RTP-Ports sollten durch eine detaillierte Materialflussanalyse für den Prozess bestimmt werden, wobei jedes Material erfasst wird, das während einer Produktionskampagne in den Isolator gelangt oder ihn verlässt, einschließlich Rohstoffe, Komponenten, In-Prozess-Proben, Abfälle und Wartungsartikel.
Bei der Position der Anschlüsse an der Wand des Isolators muss ein ausgewogenes Verhältnis zwischen ergonomischer Zugänglichkeit für Bediener (Anschlüsse sollten ohne ungünstige Körperhaltungen erreichbar sein, die das Risiko von Handhabungsfehlern erhöhen), Reinigbarkeit (Anschlüsse sollten so positioniert werden, dass Totzonen vermieden werden, in denen sich Produkt- oder Reinigungsmittelrückstände ansammeln) und Luftstromeigenschaften (große Anschlüsse sollten nicht so positioniert werden, dass ihre offene Tür das unidirektionale Luftstrommuster, das die Zone der Klasse A schützt, stören könnte). Bei Isolatoren mit mehr als drei oder vier RTP-Anschlüssen ist eine 3D-Ergonomie- und Luftströmungssimulation während der Entwurfsphase eine lohnende Investition, um potenzielle Probleme vor der Fertigung zu identifizieren.
Wartung, Dichtungsaustausch und laufende Leistungsüberwachung
Die abdichtenden O-Ringe und Dichtungen in RTP-Anschlüssen sind die Verschleißteile, die sich über die Betriebsdauer des Systems am direktesten auf die Eindämmungsleistung auswirken. EPDM- und Silikon-O-Ringe, die in pharmazeutischen RTP-Anschlüssen verwendet werden, unterliegen einem Druckverformungsrest – einer dauerhaften Verringerung des Querschnittsdurchmessers des O-Rings durch anhaltende Kompression –, die die Dichtkraft verringert und schließlich die Entstehung von Leckpfaden ermöglicht. Der Druckverformungsrest hängt vom O-Ring-Material, der Temperatur und der chemischen Umgebung sowie der Anzahl der Verbindungs- und Trennzyklen ab, die der Anschluss durchläuft.
Hersteller geben die Austauschintervalle für O-Ringe in der Regel anhand der Anzahl der Zyklen und nicht anhand der Kalenderzeit an, wobei die Intervalle je nach O-Ring-Material und Anschlussdesign zwischen 500 und 5.000 Zyklen liegen. Einrichtungen sollten ein Zykluszählsystem implementieren – entweder manuelle Protokolle oder automatische Zähler – um zu verfolgen, wann jeder Port seinen Austauschschwellenwert erreicht. Zwischen dem geplanten O-Ring-Austausch sorgt die Dichtheitsprüfung jedes Anschlusses in regelmäßigen Abständen (normalerweise alle sechs Monate oder nach einem Wartungsereignis) mithilfe eines Druckhalte- oder Prüfgastests für eine kontinuierliche Sicherheit, dass die Dichtungsintegrität erhalten bleibt. Jeder Anschluss, der den Dichtheitstest nicht besteht, sollte außer Betrieb genommen, der O-Ring ersetzt und der Anschluss erneut qualifiziert werden, bevor er wieder in den aseptischen Betrieb zurückkehrt.
















{kind=link}