












Was ist ein RTP-Beta-Beutel und wo passt er in pharmazeutische Betriebe?
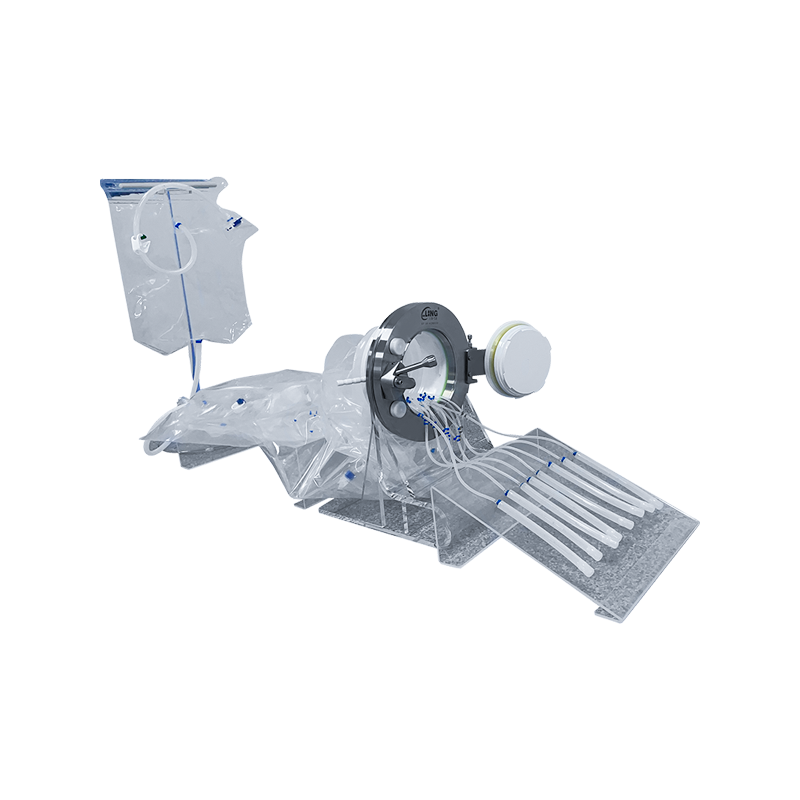
Ein RTP-Beta-Tasche ist eine flexible Einwegeindämmung, die als Einweghälfte eines Rapid Transfer Port (RTP)-Systems fungiert – einer geschlossenen Transfertechnologie, die in der pharmazeutischen Herstellung, Biotechnologie und Produktionsumgebung für Arzneimittel für neuartige Therapien (ATMP) weit verbreitet ist. Das RTP-System besteht aus zwei passenden Komponenten: dem Alpha-Port, einem permanenten, wiederverwendbaren Flansch, der dauerhaft an einem Isolator, einer Handschuhbox, einem Restricted Access Barrier System (RABS) oder einem Sicherheitsbehälter montiert ist; und die Beta-Komponente, bei der es sich im Fall eines Beta-Beutels um eine flexible, sterile oder nicht sterile Kunststoffauskleidung handelt, die mit einem starren Beta-Flansch ausgestattet ist, der am Alpha-Port einrastet. Wenn der Flansch des Beta-Beutels mit dem Alpha-Anschluss in Eingriff gebracht und die Verbindung aktiviert wird, entsteht ein durchgehender, abgedichteter Durchgang zwischen dem Inneren des Beutels und dem Inneren des Isolators. Dadurch können Materialien hinein- oder heraustransportiert werden, ohne dass die Eindämmung unterbrochen wird, ohne dass die Innenumgebung der Außenatmosphäre ausgesetzt wird und ohne dass Personal die kontrollierte Zone physisch betreten muss.
Diese Technologie befasst sich mit einem der hartnäckigsten und technisch anspruchsvollsten Probleme bei der pharmazeutischen Herstellung: Wie können Materialien über die Grenze einer kontrollierten oder gefährlichen Umgebung hinweg transportiert werden, ohne einen Kontaminationsweg in die eine oder andere Richtung zu schaffen? Herkömmliche Methoden wie Luftschleusen, Durchlaufkammern und manuelle Absackvorgänge erfordern alle mindestens eine kurze Unterbrechung der Eindämmungsgrenze während des Transfers, was zu Expositionsrisiken sowohl für das Produkt im Inneren als auch für die Bediener außerhalb führt. Der RTP-Beta-Beutel eliminiert dieses Risiko, indem er sicherstellt, dass die einzigen Oberflächen, die während des Transfers jemals freiliegen, diejenigen sind, die sich bereits im Inneren des Beutels und im Inneren des Ports befanden – Oberflächen, die noch nie mit der äußeren Umgebung in Kontakt gekommen sind.
So funktioniert der RTP-Beta-Bag-Verbindungsmechanismus
Die Technik hinter dem RTP-Verbindungssystem ist im Prinzip täuschend einfach, erfordert jedoch präzise Fertigungstoleranzen, um eine zuverlässige Eindämmungsleistung über Tausende von Verbindungs- und Trennzyklen hinweg zu erreichen. Das Verständnis des Mechanismus hilft Benutzern zu verstehen, warum die richtige Technik beim Anschließen und Entfernen des Beutels für die Aufrechterhaltung der Integrität des Transfers von entscheidender Bedeutung ist.
Die Docking-Sequenz
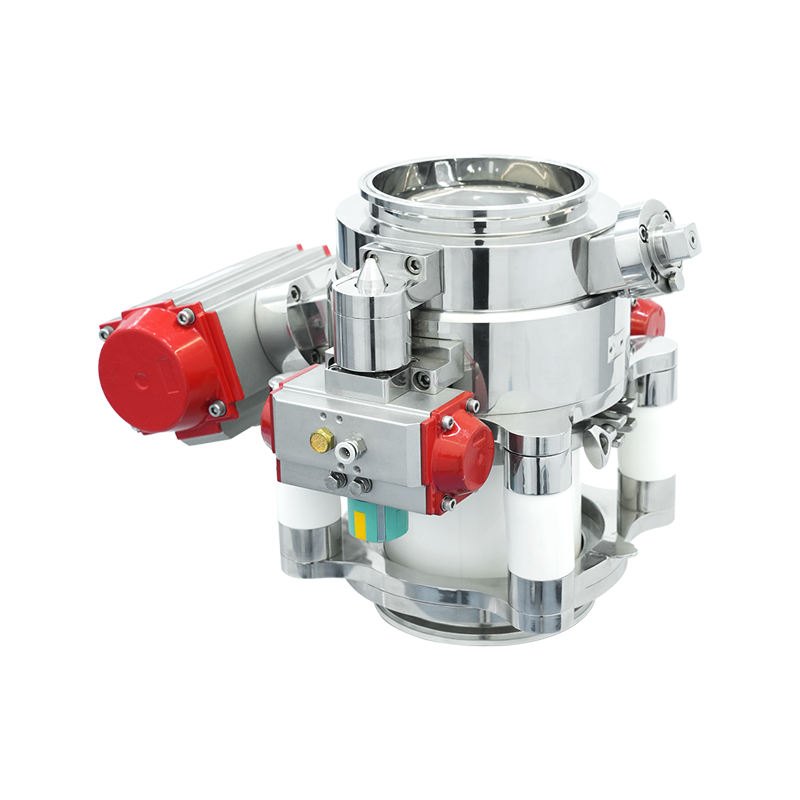
Wenn ein Bediener einen Beta-Beutel an einen Alpha-Anschluss anschließt, wird der starre Beta-Flansch am Beutel auf den Flansch des Alpha-Anschlusses ausgerichtet und gedreht – typischerweise um 90 oder 180 Grad, abhängig vom Design des Herstellers –, um die beiden Flansche in einer bajonettartigen Verbindung miteinander zu verriegeln. Durch diese Drehung kommen gleichzeitig die Innenflächen der beiden Flansche in direkten Kontakt miteinander, wodurch zwischen ihnen eine abgedichtete Kammer entsteht, die die sonst freiliegenden Außenflächen beider Komponenten umschließt. Die zentrale Scheibe oder Tür im Alpha-Port kann dann nach innen in den Isolator geöffnet werden, wobei der entsprechende zentrale Abschnitt des Beta-Flansches mitgezogen wird und ein durchgehender offener Kanal entsteht, durch den der Inhalt des Beutels in den Isolator gelangen kann – oder Materialien aus dem Isolator in den Beutel gelangen können –, ohne dass jemals ein Teil einer der internen Transferflächen der Außenatmosphäre ausgesetzt wird.
Die Abdocksequenz
Wenn der Transfer abgeschlossen ist, schließt der Bediener die zentrale Anschlusstür von der Innenseite des Isolators aus, bringt die Alpha-Scheibe wieder in den Beta-Flanschabschnitt und versiegelt die Innenflächen innerhalb der geschlossenen Kammer zwischen den beiden Flanschen erneut. Der Beta-Flansch wird dann in die umgekehrte Richtung gedreht, um den Bajonettverschluss zu lösen, und der Beutel – jetzt vollständig getrennt – wird entfernt, wobei alle Außenflächen intakt und nicht kontaminiert sind. Die Außenfläche des Alpha-Ports, die während des Transfers in der angeschlossenen Baugruppe eingeschlossen war, wird auf ähnliche Weise hinter der geschlossenen Porttür wieder versiegelt und ist für den nächsten Verbindungszyklus bereit. Bei korrekter Durchführung stellt die gesamte Sequenz sicher, dass keine Innenfläche einer der Komponenten jemals gleichzeitig sowohl dem Inneren des Isolators als auch der Außenumgebung ausgesetzt ist – das Grundprinzip, von dem die RTP-Containment-Integrität abhängt.
Wichtige Konstruktionsmerkmale von RTP Beta Bags
Die Leistung eines RTP-Beta-Beutels in einer Pharma- oder Eindämmungsanwendung hängt entscheidend von den für seine Konstruktion verwendeten Materialien, der Maßhaltigkeit des Beta-Flansches und der Integrität der Dichtung zwischen dem flexiblen Beutelkörper und der starren Flanschkomponente ab. Jedes dieser Elemente wird spezifiziert und kontrolliert, um den anspruchsvollen Anforderungen regulierter Fertigungsumgebungen gerecht zu werden.
- Material der Beutelfolie: Der flexible Körper des Beta-Beutels wird am häufigsten aus einer mehrschichtigen Polyethylen- (PE) oder Polypropylen- (PP) Folie hergestellt, die aufgrund ihrer chemischen Kompatibilität mit pharmazeutischen Inhaltsstoffen, ihres geringen Profils an extrahierbaren und auslaugbaren Stoffen und ihrer Fähigkeit, zur Sterilität ohne nennenswerte Verschlechterung der physikalischen Eigenschaften gammabestrahlt zu werden, ausgewählt wird. Einige Anwendungen erfordern antistatische Folienformulierungen, um die Ansammlung elektrostatischer Ladung beim Umgang mit trockenen Pulvern zu verhindern. Für Anwendungen, die Sauerstoffbarriereeigenschaften oder Kompatibilität mit aggressiven Lösungsmitteln erfordern, sind spezielle Folienqualitäten erhältlich.
- Beta-Flanschmaterial: Der starre Flansch wird typischerweise aus hochdichtem Polyethylen (HDPE), Polypropylen oder ABS-Polymer spritzgegossen und aufgrund seiner Dimensionsstabilität, chemischen Beständigkeit und Kompatibilität mit der Gammasterilisation ausgewählt. Die Flanschgeometrie muss genau dem Abmessungsstandard der Alpha-Port-Serie entsprechen, mit der sie zusammenpassen soll – typischerweise dem ISO 10648-2-Standard oder proprietären Serienabmessungen, die von Herstellern wie ChargePoint Technology, Getinge oder Dec Group veröffentlicht werden.
- Flansch-Folien-Dichtung: Die Verbindung zwischen dem starren Beta-Flansch und dem flexiblen Folienbeutelkörper ist eine kritische Eindämmungsschnittstelle. Es wird typischerweise durch thermisches Schweißen, Ultraschallschweißen oder Umspritzen während der Herstellung geformt und muss den mechanischen Belastungen wiederholter Handhabungs-, Füll- und Transfervorgänge standhalten, ohne dass es zu Nadellöchern, Rissen oder Delaminierungen kommt. Hersteller validieren diese Dichtung durch Druckabfalltests, Sichtprüfung und in einigen Fällen Farbeindringungs- oder Helium-Lecktests, um die Integrität der Eindämmung nachzuweisen.
- Sterilisationskompatibilität: Beta-Beutel für die sterile Arzneimittelherstellung werden in der Regel durch Gammabestrahlung mit einer validierten Dosis von 25–50 kGy vorsterilisiert geliefert. Die Beutel- und Flanschmaterialien müssen ihre physikalischen und chemischen Eigenschaften nach der Bestrahlung innerhalb akzeptabler Grenzen behalten, und die sterile Verpackung muss bis zum Zeitpunkt der Verwendung eine validierte mikrobielle Barriereleistung bieten.
Häufige Anwendungen von RTP-Beta-Beuteln in allen Branchen
Das RTP Beta Bag-System wird in einer Vielzahl von Branchen eingesetzt, wo ein geschlossener Materialtransfer in oder aus kontrollierten Umgebungen erforderlich ist. Die spezifische Konfiguration – Beutelgröße, Folienmaterial, Flanschgröße, Sterilisationsstatus – variiert erheblich zwischen den Anwendungsbereichen, aber das zugrunde liegende Transferprinzip ist bei allen Anwendungen gleich.
| Industrie | Typischer Anwendungsfall | Schlüsselanforderung |
| Pharmazeutische Herstellung | Einfüllen von Wirkstoffen in Isolatoren, Probenahme aus Sicherheitsbehältern | Sterilitätssicherung, geringe Menge an extrahierbaren Stoffen |
| Verarbeitung hochwirksamer APIs (HPAPI). | Übertragung von OEB 4/5-Verbindungen ohne Exposition des Bedieners | Bedienerschutz, Eindämmungsintegrität |
| Biotechnologie / Zelltherapie | Einbringen von Medien, Reagenzien oder geernteten Zellen in geschlossene Bioreaktorsysteme | Steriler Transfer, Gammakompatibilität |
| Nuklear / Radiopharmazeutik | Transport radioaktiver Stoffe in und aus heißen Zellen | Strahlungsbeständigkeit, keine Ausbreitung von Kontaminationen |
| Verteidigung / CBRN | Übertragen von Proben oder Geräten in Dekontaminationsisolatoren | Absolute Barriere, chemische Beständigkeit |
RTP-Beta-Beutelgrößen und Konfigurationsoptionen
RTP Beta Bags sind in einer Reihe standardisierter Größen und Konfigurationen erhältlich, um den unterschiedlichsten Transfervolumina und Betriebsbedingungen in pharmazeutischen und industriellen Anwendungen gerecht zu werden. Um die richtige Konfiguration auszuwählen, müssen Beutelkapazität, Flanschgröße und Zubehörmerkmale an die spezifischen Prozessanforderungen angepasst werden, anstatt standardmäßig auf die am häufigsten vorrätige Option zurückzugreifen.
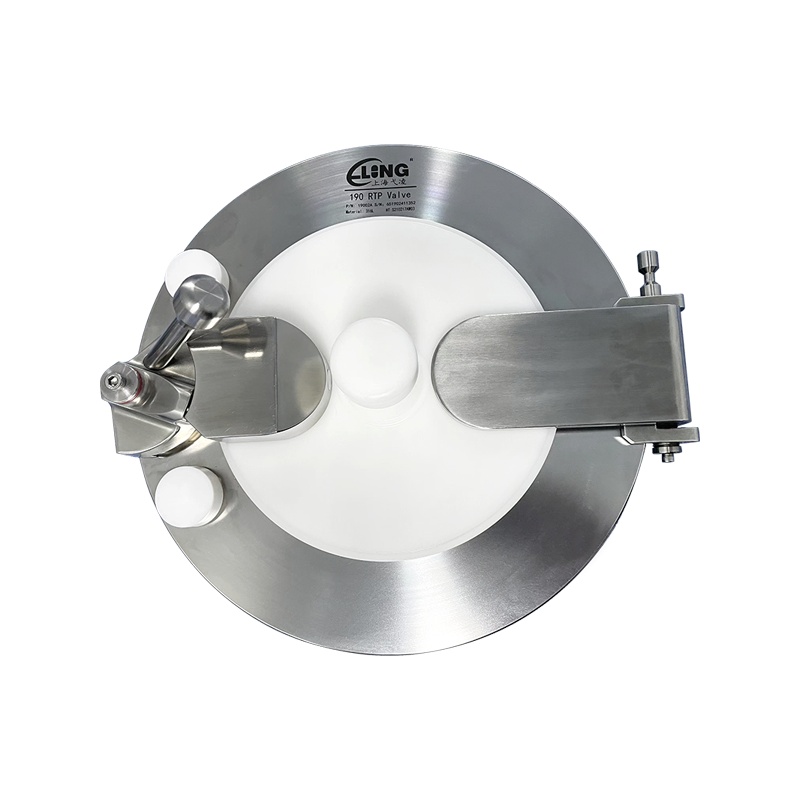
Flanschgrößenstandards
Der am weitesten verbreitete RTP-Flanschgrößenstandard in der pharmazeutischen Herstellung ist die Serie mit 105 mm Durchmesser, die eine Transferöffnung bietet, die groß genug ist, um die meisten Zwischenprodukte in fester Darreichungsform, kleine Ausrüstungsgegenstände und Probenbehälter durchzulassen. Größere Flansche mit 190 mm und 315 mm Durchmesser sind für Anwendungen erhältlich, die den Transport sperrigerer Gegenstände, größerer Gerätekomponenten oder Pulver- oder Flüssigkeitsströme mit hoher Durchflussrate erfordern. Die gewählte Flanschgröße muss mit dem am Isolator oder Sicherheitsbehälter installierten Alpha-Anschluss übereinstimmen – serienübergreifende Verbindungen sind konstruktionsbedingt physikalisch nicht möglich, was eine versehentliche Verbindung inkompatibler Komponenten verhindert.
Taschenvolumen- und Geometrieoptionen
Beta-Beutel sind in flachen Konfigurationen im Kissenstil mit einem Fassungsvermögen von ca. 2 Litern bis 200 Litern oder mehr sowie in gefalteten und formstabilen Geometrien erhältlich, die ihre Form behalten, wenn sie teilweise gefüllt sind. Für Pulvertransferanwendungen verringern Beutel mit Innenauskleidung oder antistatischen Beschichtungen die Neigung feiner Partikel, an den Beutelwänden zu haften und eine vollständige Entleerung zu erschweren. Für den Flüssigkeitstransfer bieten Beutel mit integrierten Anschlussanschlüssen – wie Schlauchanschlüsse für den Pumptransfer oder Luer-Anschlüsse für die Zugabe kleiner Flüssigkeitsmengen – zusätzliche Flexibilität über die primäre RTP-Öffnung hinaus.
Vormontiertes Zubehör
Viele Hersteller bieten Beta-Beutel mit vormontiertem Zubehör an, das ihren Nutzen für bestimmte Transfervorgänge erweitert. Zu den gängigen Optionen gehören sekundäre Beta-Flansche am gegenüberliegenden Ende des Beutels – so kann ein gefüllter Beutel nacheinander durch zwei Alpha-Ports transportiert werden, ohne dass der Inhalt neu verpackt werden muss – integrierte Probenahmeöffnungen für die Entnahme von Aliquoten, ohne den primären Behälter zu beschädigen, und manipulationssichere Siegel oder Sicherheitsetiketten, die eine Prüfprotokolldokumentation der Beutelintegrität zwischen Befüllung und Verwendung ermöglichen. Kundenspezifische Konfigurationen mit kundenspezifischen Abmessungen, Folienqualitäten oder Zubehörkombinationen sind bei großen Lieferanten routinemäßig mit entsprechenden Mindestbestellmengen erhältlich.
Regulierungs- und Qualitätsaspekte für Beta-Beutel in pharmazeutischer Qualität
In regulierten pharmazeutischen Produktionsumgebungen muss die Auswahl und Verwendung von RTP-Beta-Beuteln durch dokumentierte Eignungsnachweise für den Zweck gestützt werden, die den Erwartungen der Regulierungsbehörden wie FDA, EMA und PMDA entsprechen. Die Dokumentationsanforderungen sind erheblich und sollten vor der Auswahl eines Lieferanten verstanden werden.
- Daten zu extrahierbaren und auslaugbaren Stoffen (E&L): Filmmaterialien, die mit pharmazeutischen Produkten in Kontakt kommen, müssen hinsichtlich ihres chemisch extrahierbaren Profils unter repräsentativen Extraktionsbedingungen charakterisiert werden, und eine Risikobewertung der auslaugbaren Stoffe muss bestätigen, dass während des vorgesehenen Verwendungszeitraums keine extrahierten Substanzen in toxikologisch signifikanten Mengen in das Produkt wandern. Lieferanten von Beta-Beuteln in pharmazeutischer Qualität sollten E&L-Studiendaten für jede von ihnen angebotene Folienkonstruktion bereitstellen.
- Sterilitätsvalidierung: Vorsterilisierte Beta-Beutel müssen vom Lieferanten anhand eines anerkannten Sterilisationsvalidierungsstandards wie ISO 11137 validiert werden, mit dokumentierten Keimbelastungsdaten, Sterilisationsdosiskartierung und SAL-Berechnungen (Sterility Assurance Level), die das Erreichen eines SAL von mindestens 10⁻⁶ belegen. Jeder Charge sollten Sterilisationszertifikate und Rückverfolgbarkeitsbescheinigungen zu einzelnen Gammabestrahlungschargen beiliegen.
- Änderungsmitteilungsvereinbarungen: Arzneimittelhersteller müssen Änderungsbenachrichtigungsvereinbarungen mit Beta-Bag-Lieferanten abschließen, um sicherzustellen, dass sie über alle Änderungen an Materialien, Herstellungsprozessen oder Sterilisationsverfahren informiert werden, die sich auf die Produktkompatibilität oder den Zulassungsstatus auswirken könnten. Dies ist eine Standarderwartung in den Lieferantenqualifikationsrahmen der FDA und der EMA.
- Qualifikation zur Eindämmungsleistung: Die Eindämmungsleistung des RTP-Systems – sowohl des Alpha-Ports als auch des Beta-Beutels – sollte durch Ersatzpulvertests unter Verwendung von Methoden wie dem ISPE-Leitfaden für bewährte Verfahren zur Bewertung der Partikeleindämmungsleistung überprüft werden, um zu zeigen, dass das System unter repräsentativen Betriebsbedingungen das erforderliche Eindämmungsniveau am Arbeitsplatz erreicht.
Best Practices für die sichere Handhabung und Verwendung von RTP Beta Bags
Selbst ein korrekt spezifiziertes und qualifiziertes RTP-Beta-Bag-System wird seine beabsichtigte Eindämmungsleistung nicht erbringen, wenn die Bediener die etablierten Handhabungs- und Anschlussverfahren nicht konsequent befolgen. Die menschliche Technik ist das variabelste Element im RTP-Übertragungsprozess, und Schulungsmängel sind die häufigste Ursache für Eindämmungsfehler, die bei Untersuchungen zur pharmazeutischen Herstellung festgestellt werden.
Bevor ein Beta-Beutel an einen Alpha-Anschluss angeschlossen wird, sollte der Bediener den Beutel und den Flansch visuell auf Anzeichen von Beschädigung, Foliendurchstichen, Flanschrissen oder beschädigter steriler Verpackung prüfen. Jeder Beutel, der Schäden oder einen Verlust der Verpackungsintegrität aufweist, sollte unter Quarantäne gestellt und nicht verwendet werden. Die Außenfläche des Beta-Flansches und die Vorderseite des Alpha-Anschlusses sollten mit einem geeigneten Desinfektionsmittel dekontaminiert werden – validiert für die spezifischen bedenklichen Organismen in der Umgebung – und vor dem Anschluss vollständig trocknen gelassen werden, da restliche Flüssigkeit die Dichtungsschnittstelle beeinträchtigen und Feuchtigkeit in den Isolator einbringen kann.
Während der Verbindungssequenz muss der Bediener sicherstellen, dass der Beta-Flansch vollständig in der Bajonettverschlussposition eingerastet ist, bevor er versucht, die Alpha-Anschlusstür zu öffnen. Ein teilweiser Eingriff ist ein häufiger Benutzerfehler, der zu einer Lücke in der Eindämmungsgrenze an der Flanschschnittstelle führt und je nach Transferrichtung entweder zu Produktverlust oder zur Gefährdung des Bedieners führen kann. Nach dem Transfer müssen gebrauchte Beta-Beutel, die restliche pharmazeutische Wirkstoffe enthalten, gemäß den Entsorgungsverfahren für geschlossene Abfälle am Standort entsorgt werden – typischerweise doppelt verpackt in sekundären Behältern vor der Autoklavenbehandlung oder Verbrennung –, um eine sekundäre Exposition während der Abfallbehandlungsvorgänge zu verhindern.
















{kind=link}