












In Branchen wie Pharma, Biotechnik, Lebensmittel und Getränke sowie Chemie, die extrem hohe Anforderungen an Hygiene und präzise Kontrolle stellen, ist das Entleerungssystem am Boden des Tanks eines der Schlüsselglieder im Prozess. Tankboden-Membranventil ist aufgrund seiner hervorragenden Dichtungsleistung, totwinkelfreien Struktur und einfachen Reinigungseigenschaften zum bevorzugten Gerät für die Flüssigkeitskontrolle und -entladung am Boden des Tanks geworden.
1. Was ist ein Tankboden-Membranventil?
Das Tankboden-Membranventil ist ein Membranventil mit einer speziellen Struktur, das für den Einbau am Boden eines Behälters oder Reaktionstanks konzipiert ist. Es verwendet eine flexible Membran als Dichtung, um das Öffnen und Schließen der Flüssigkeit durch Auf- und Abbewegen der Membran zu steuern. Es wird häufig in Prozesssystemen mit extrem hohen Anforderungen an Sauberkeit, Gründlichkeit der Entladung und Verschmutzungsfreiheit der Flüssigkeit eingesetzt.
Im Vergleich zu herkömmlichen Kugelhähnen, Absperrschiebern usw. sind die größten Merkmale des Tankboden-Membranventils:
Die Einbauposition befindet sich am tiefsten Punkt des Tankkörpers, um eine vollständige Entleerung zu erreichen;
Das interne Totwinkeldesign vermeidet Restflüssigkeit und verringert das Risiko einer Kreuzkontamination.
Der Ventilkörper ist kompakt und für CIP/SIP-Reinigungs- und Sterilisationsprozesse geeignet.
2. Struktureller Aufbau und Funktionsprinzip
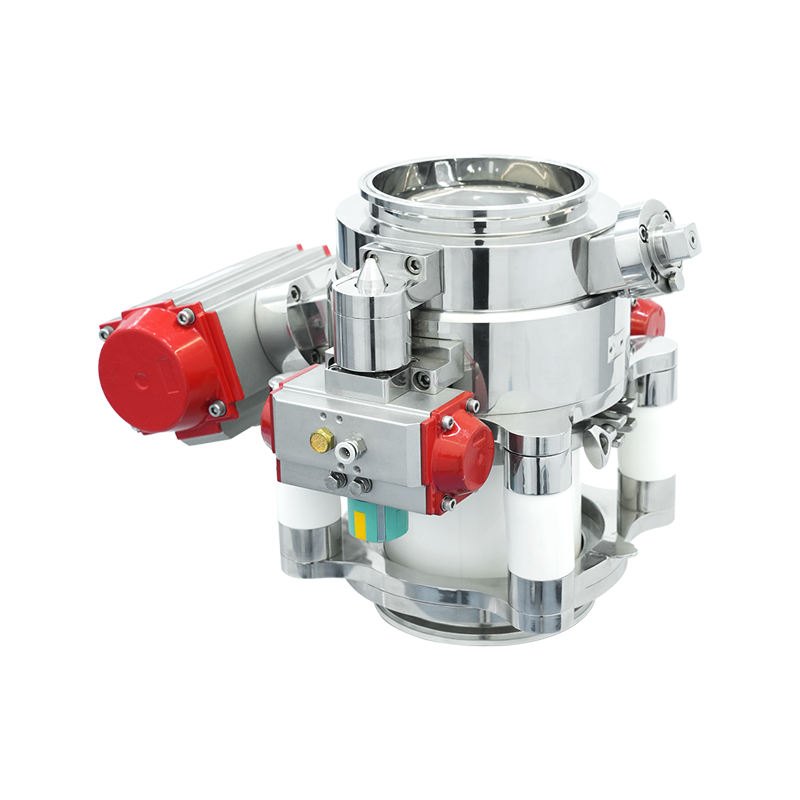
Das typische Tankboden-Membranventil besteht hauptsächlich aus den folgenden Teilen:
Ventilkörper: normalerweise aus Edelstahl (z. B. 316L), mit dem Tankkörper verschweißt, um Leckagefreiheit und hohe Festigkeit zu gewährleisten.
Membran: Hergestellt aus PTFE, EPDM, Teflon und anderen Materialien, ist sie der Teil, der in direktem Kontakt mit dem Medium steht und für die Abdichtung und Durchflussunterbrechung verantwortlich ist.
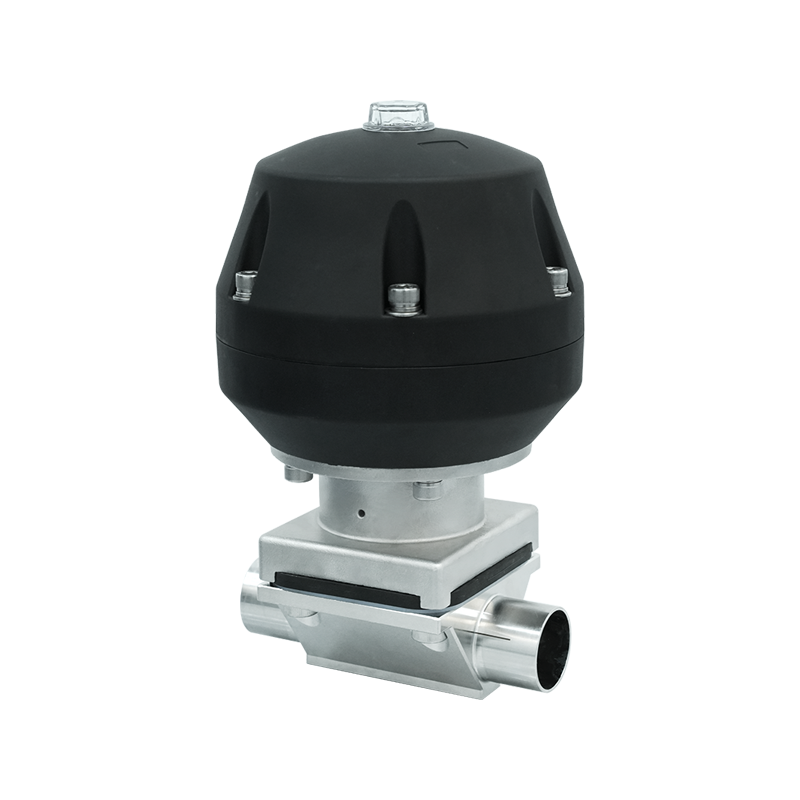
Antriebsmechanismus: einschließlich manueller, pneumatischer und elektrischer Art, zur Steuerung der Auf- und Abbewegung der Membran.
Shell-Dichtungssystem: Stellt sicher, dass das Ventil auch unter hohem Druck und hoher Temperatur stabil funktioniert, um Leckagen zu verhindern.
Beim Arbeiten wird die Membran durch die Antriebsvorrichtung gegen den Ventilsitz gedrückt, um den Kanal zu schließen; Es wird angehoben, um den Kanal zu öffnen und die Flüssigkeit abzulassen oder umzuleiten.
3. Kernvorteile und Leistungsmerkmale
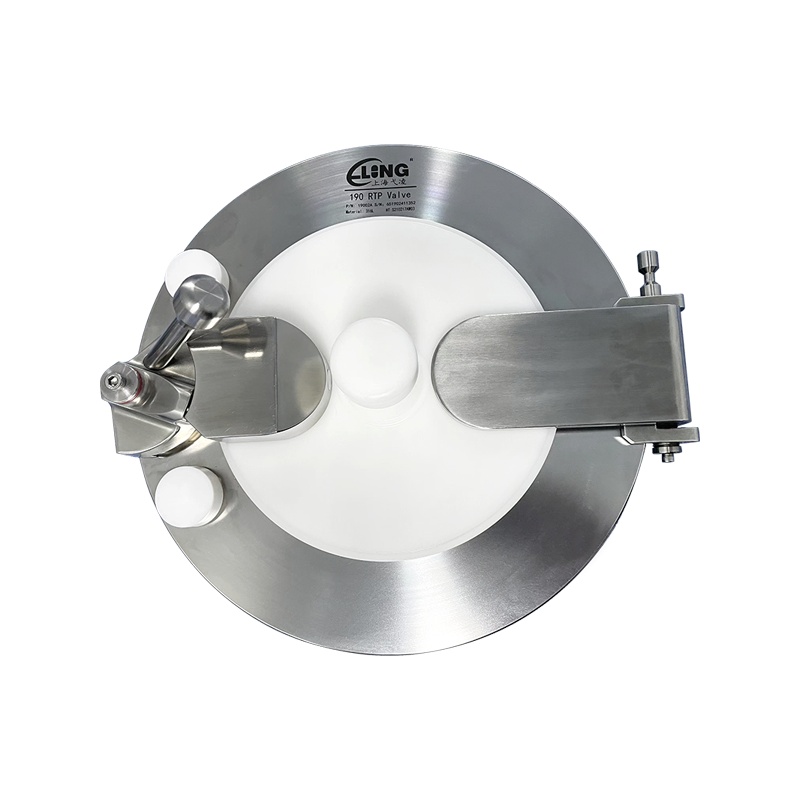
Vollständiges Entleerungsdesign
Der Ventilsitz schließt bündig mit dem Tankboden ab und hinterlässt keine Flüssigkeitsrückstände. Dies eignet sich besonders für wertvolle flüssige Medikamente oder biologische Wirkstoffe und reduziert Materialverschwendung und Verschmutzungsrisiken.
Hohe Sauberkeit, kein toter Winkel
Die innere Hohlraumstruktur ist rund und glatt, entspricht EHEDG, 3A, FDA und anderen Hygienestandards und eignet sich besonders für aseptische Produktionsanlässe.
Korrosionsbeständigkeit und Hochtemperaturleistung
Die Materialien des Ventilkörpers und der Membran widerstehen Säure- und Alkalikorrosion, wiederholter Dampfsterilisation (SIP) und Reinigung vor Ort (CIP) und verlängern so die Lebensdauer.
Mehrere Fahrmodi und automatische Steuerung
Es kann mit Positionsrückmeldungsgeräten und Steuermodulen ausgestattet werden, um einen automatischen Fernbetrieb und eine Systemintegration zu realisieren, die für intelligente Fabriken geeignet ist.
Bequeme Wartung und stabiler Betrieb
Die Membran ist leicht auszutauschen und einfach zu bedienen, und der Ventilbetätigungsprozess ist reibungslos und nicht leicht zu verschleißen, wodurch die Wartungskosten gesenkt werden.
4. Typische Anwendungsbereiche
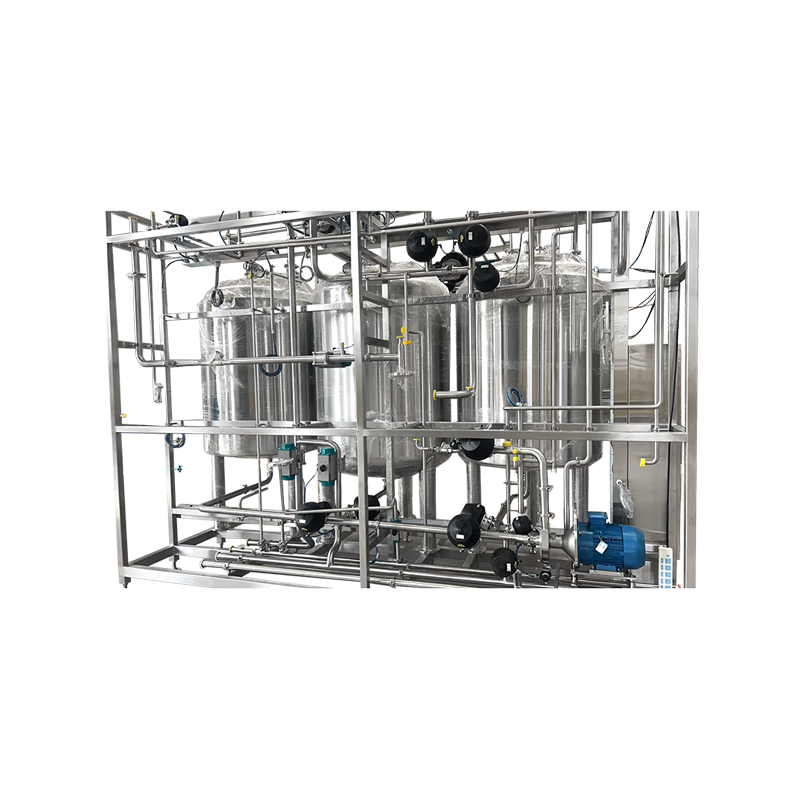
Biopharmazeutische Industrie
Wird für die Bodenentleerung von sterilen Gärtanks, Flüssigkeitsaufbereitungstanks, Reinigungssystemen usw. verwendet, um sicherzustellen, dass jede Produktcharge keine Kreuzkontamination aufweist und den GMP-Spezifikationen entspricht.
Lebensmittel- und Getränkeindustrie
Wird auf die Entleerung von Flüssigkeitslagertanks wie Milch, Saft und Gewürzflüssigkeit angewendet, um eine Verfälschung der Restflüssigkeit zu vermeiden und die Lebensmittelsicherheit und Geschmackskonsistenz zu gewährleisten.
Halbleiter- und Elektronikchemikalien
Besonders geeignet für die Emissionskontrolle von Lagertanks für Reinstwasser und hochreine Chemikalien, mit extrem geringer Toleranz gegenüber Partikeln und Metallionen.
Bereiche Chemie und Umweltschutz
Wird für die Bodenentleerung von Reaktoren für Feinchemikalien oder stark korrosive Flüssigkeiten verwendet, um die Betriebssicherheit und die Effizienz der Flüssigkeitsnutzung zu verbessern.
5. Technologische Entwicklung und zukünftige Trends
Mit der rasanten Entwicklung der aseptischen Produktion, der automatisierten Steuerung und der umweltfreundlichen Fertigung wird auch die Technologie des Tankboden-Membranventils ständig weiterentwickelt:
Modulare intelligente Steuereinheit: Arbeiten Sie mit dem SPS/DCS-System zusammen, um eine automatische Erkennung des Ventilstatus, einen Fernalarm und eine intelligente Anpassung zu realisieren.
Neue Membranmaterialien: Entwickeln Sie neue Verbundmembranen, die widerstandsfähiger gegen Umgebungen mit hohen Temperaturen, hohem Druck und hohem pH-Wert sind, um sich an anspruchsvollere Arbeitsbedingungen anzupassen.
Integrierte Formtechnologie: Verbessern Sie den Schweißprozess mit dem Tankkörper, um sicherzustellen, dass die Schweißnaht sauber und nahtlos ist, und verbessern Sie die Dichtungszuverlässigkeit.
Umweltschutz und nachhaltige Materialauswahl: Reduzieren Sie die Umweltbelastung bei Produktion und Nutzung und erfüllen Sie die Anforderungen zukünftiger grüner Fabriken.
Tankboden-Membranventile sind aufgrund ihrer hohen Sauberkeit, Rückstandsfreiheit und zuverlässigen Abdichtung zur bevorzugten Ausrüstung für die Kontrolle von Tankemissionen in der pharmazeutischen, biologischen, Lebensmittel- und anderen Industrie geworden. Im heutigen Streben nach hoher Effizienz, hohen Standards und Nullverschmutzung ist das Tankboden-Membranventil nicht nur ein Werkzeug zur Flüssigkeitskontrolle, sondern auch eine wichtige Garantie für eine saubere Produktion und Qualitätskontrolle. Mit der kontinuierlichen Weiterentwicklung der Technologie und der Verbesserung der Industriestandards wird das Tankboden-Membranventil eine immer wichtigere Rolle in der intelligenten Fertigung und Sanitärtechnik spielen.

















{kind=link}