












In der pharmazeutischen Produktion und biotechnologischen Produktion stellt die Wahrung der Sterilität beim Materialtransfer eine der größten Herausforderungen dar. Einweg-Beta-Beutel, auch bekannt als RTP-Beta-Beutel (Rapid Transfer Port), haben sich als unverzichtbare Hilfsmittel für die sichere Einführung von Komponenten, Rohstoffen und Geräten in kontrollierte sterile Umgebungen erwiesen, ohne die aseptischen Bedingungen zu beeinträchtigen. Diese speziellen Eindämmungssysteme bieten eine validierte Methode für den Materialtransfer, die die herkömmlichen Risiken im Zusammenhang mit Luftschleusen und manuellen Transferverfahren eliminiert. Das Verständnis der Prinzipien, Anwendungen und ordnungsgemäßen Implementierung von Einweg-Beta-Beuteln ist für jede Organisation, die sich für die Einhaltung höchster Standards bei der Kontaminationskontrolle einsetzt, von grundlegender Bedeutung.
Grundlegendes zur Einweg-Beta-Bag-Technologie
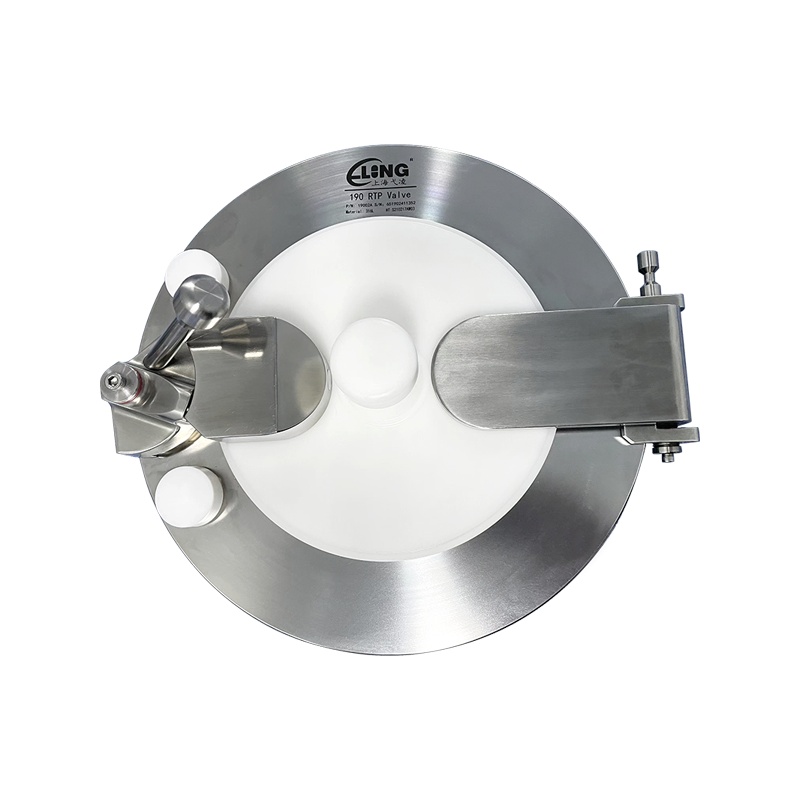
Einweg-Beta-Beutel stellen eine spezielle Klasse flexibler Eindämmungssysteme dar, die speziell für aseptische Transferanwendungen in kontrollierten Umgebungen entwickelt wurden. Im Gegensatz zu herkömmlichen Doppelbeutelsystemen, die eine manuelle Handhabung erfordern und Kontaminationsrisiken bergen, lassen sich Beta-Beutel direkt in die Rapid-Transfer-Port-Technologie integrieren, um einen vollständig geschlossenen Transferweg zu schaffen. Das System besteht aus einem flexiblen Beutel aus pharmazeutischen Folien, einem starren Alpha-Ring, der mit dem RTP-System verbunden ist, und einer gammabestrahlten Außenumhüllung, die die Sterilität bis zum Einsatzort aufrechterhält.
Das Grundprinzip des Beta-Bag-Betriebs besteht darin, während des gesamten Transfervorgangs eine kontinuierliche sterile Grenze zu schaffen. Die Alpha-Beta-Gamma-Nomenklatur bezieht sich auf die dreischichtige Eindämmungsstrategie: Die Alpha-Komponente bleibt dauerhaft an der Reinraum- oder Isolatorwand befestigt, der Beta-Beutel (mit seinem starren Ring) dockt an den Alpha-Port an und die Gamma-Umhüllung sorgt für sterilen Schutz bei Transport und Lagerung. Wenn der Beta-Beutel an den Alpha-Port angedockt wird, sorgt die mechanische Kopplung für eine auslaufsichere Abdichtung, und der Transfer kann ohne direkte Öffnung zur Umgebung erfolgen.
Moderne Einweg-Beta-Beutel verwenden mehrschichtige Folienkonstruktionen, die Flexibilität, Festigkeit und Barriereeigenschaften in Einklang bringen. Die Innenschichten bestehen typischerweise aus Materialien mit extrem geringer Partikelbildung wie Polyethylen oder Polypropylen, die die Partikelbildung während der Handhabung minimieren. Mittelschichten können Barrierefolien enthalten, die der Durchlässigkeit von Feuchtigkeitsdampf widerstehen und den Inhalt vor Umwelteinflüssen schützen. Äußere Schichten sorgen für mechanische Festigkeit und Durchstoßfestigkeit, die für die Handhabung während Transport- und Andockvorgängen erforderlich sind. Die gesamte Baugruppe wird einer Gammabestrahlungssterilisation unterzogen, typischerweise mit Dosen von 25–45 kGy, wodurch Sterilität gewährleistet wird, ohne dass Hitze- oder chemische Behandlungen erforderlich sind, die empfindliche Inhalte oder die Beutelmaterialien selbst beschädigen könnten.

RTP-Systemintegration und Docking-Mechanismen
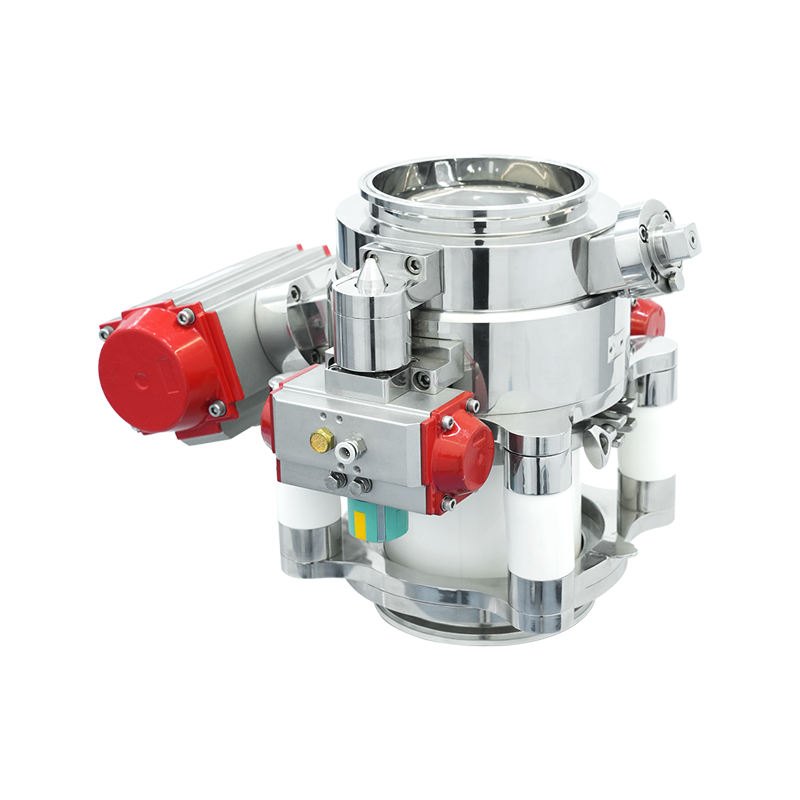
Rapid Transfer Port-Systeme bieten die mechanische Grundlage, die ein sicheres Andocken von Beta-Bags und einen sicheren Materialtransfer ermöglicht. Diese präzisionsgefertigten Anschlüsse stellen eine validierte sterile Verbindung zwischen klassifizierten und nicht klassifizierten Umgebungen her und ermöglichen es Materialien, die Grenze zu überschreiten, ohne das Innere des Reinraums einer Kontamination auszusetzen. Das Verständnis der Integration zwischen Beta-Bags und RTP-Systemen ist für eine erfolgreiche Implementierung und einen erfolgreichen Betrieb unerlässlich.
Der Alpha-Port ist fest in der Reinraumwand oder Isolatorbarriere montiert und verfügt über ein starres Gehäuse mit einer kreisförmigen Öffnung, die von einer flexiblen Tür oder Membran abgedeckt wird. Diese Tür bleibt geschlossen und versiegelt, bis ein Beta-Beutel am Hafen andockt, wodurch die kontinuierliche Integrität der Barriere gewahrt bleibt. Der Andockmechanismus nutzt entweder magnetische Kopplung, mechanische Verriegelung oder Hybridsysteme, die eine formschlüssige Verbindung zwischen den Alpha- und Beta-Komponenten gewährleisten. Die meisten Systeme verfügen über visuelle und taktile Indikatoren, die das ordnungsgemäße Andocken bestätigen und so ein vorzeitiges Öffnen oder unvollständige Versiegelungen verhindern, die die Sterilität beeinträchtigen könnten.
Während der Andocksequenz richtet sich der starre Ring des Beta-Beutels mit dem Alpha-Port aus und greift in den Kopplungsmechanismus ein. Sobald er vollständig eingesetzt ist, ermöglicht das System dem Bediener, die Öffnung durch Drehen oder Betätigen des Alpha-Türmechanismus zu öffnen. Dieser Öffnungsvorgang erfolgt innerhalb der versiegelten Hülle, die durch den angedockten Beta-Beutel entsteht, wodurch sichergestellt wird, dass kein direkter Weg zwischen der unkontrollierten Außenumgebung und dem sterilen Inneren besteht. Die Materialien können dann durch die geöffnete Öffnung in den Reinraum oder Isolator gelangen. Nach Abschluss des Transfers schließt sich der Port, der Beta-Beutel wird getrennt und das System kehrt in seinen versiegelten Zustand zurück, wobei die Alpha-Tür die Reinraumumgebung schützt.
| RTP-Systemtyp | Kopplungsmethode | Typische Anwendungen | Hauptvorteile |
| Magnetische Kopplung | Permanentmagnete | Kleinteiletransfer | Werkzeuglose Bedienung, einfaches Andocken |
| Mechanischer Riegel | Vierteldrehverschlüsse | Schweres Gerät, große Materialien | Hohe Belastbarkeit, formschlüssige Verriegelung |
| Hybridsysteme | Magnetisch plus mechanisch | Kritische Überweisungen mit hohem Betrag | Maximale Sicherheit, redundante Verriegelung |
| Aktive Türsysteme | Automatisierte Betätigung | Hochdurchsatzoperationen | Reduzierte Bedienervariabilität |
Materialtransferverfahren und Best Practices
Für einen erfolgreichen Materialtransfer mit Einweg-Beta-Beuteln müssen sorgfältig konzipierte Verfahren eingehalten werden, die die Sterilität während des gesamten Prozesses gewährleisten. Diese Verfahren umfassen Vorbereitungs-, Andock-, Transfer- und Trennphasen mit jeweils spezifischen Anforderungen und Qualitätskontrollen. Eine ordnungsgemäße Schulung und die konsequente Durchführung dieser Verfahren bilden die Grundlage für die Kontaminationskontrolle in pharmazeutischen Produktionsabläufen.
Die Vorbereitung vor dem Transfer beginnt mit der Überprüfung, ob der Beta-Beutel und sein Inhalt alle festgelegten Anforderungen erfüllen. Die Bediener müssen die Gamma-Umhüllung auf etwaige Schäden untersuchen, bestätigen, dass die Sterilisationsanzeige eine erfolgreiche Verarbeitung anzeigt, und sicherstellen, dass der Inhalt mit der Transferdokumentation übereinstimmt. Der empfangende Reinraum oder Isolator muss innerhalb spezifizierter Umgebungsparameter betrieben werden, wobei eine angemessene Luftklassifizierung und Druckunterschiede eingehalten werden müssen. Die Oberfläche des Alpha-Ports muss gemäß den Protokollen der Einrichtung gereinigt und desinfiziert werden, typischerweise mit sterilem 70 %igem Isopropylalkohol oder anderen validierten Desinfektionsmitteln.
Der Andockvorgang erfordert sorgfältige Beachtung der Ausrichtung und des ordnungsgemäßen Einrastens. Bediener entfernen die Gamma-Umhüllung erst unmittelbar vor dem Andocken, wodurch die Zeit minimiert wird, in der die Oberfläche des sterilen Beta-Beutels der unkontrollierten Umgebung ausgesetzt bleibt. Der Beta-Ring richtet sich nach dem Alpha-Port aus und der Kopplungsmechanismus greift entsprechend dem spezifischen Systemdesign ein. Eine visuelle Bestätigung des ordnungsgemäßen Andockens geht jedem Versuch, den Port zu öffnen, voraus. Viele Einrichtungen implementieren ein Buddy-System, bei dem ein zweiter Bediener kritische Schritte überprüft und so dem Transferprozess eine zusätzliche Ebene der Qualitätssicherung hinzufügt.
Während der eigentlichen Transferphase arbeiten die Bediener durch die geöffnete Öffnung, um Materialien aus dem Beta-Beutel in den Reinraum oder Isolator zu befördern. Die Techniken variieren je nach Materialtyp und -größe. Zu den allgemeinen Grundsätzen gehören jedoch die Minimierung von Turbulenzen, die Vermeidung von Kontakt zwischen Materialien und den Anschlusskanten sowie die Aufrechterhaltung der richtigen Ausrichtung, um Verschütten oder Beschädigungen zu verhindern. Zu den besonderen Überlegungen beim Flüssigkeitstransfer gehören der Temperaturausgleich zur Verhinderung von Kondensation und kontrollierte Gießraten zur Vermeidung von Spritzern. Feste Materialien erfordern sicheren Halt und kontrollierte Bewegung durch die Anschlussöffnung. Während des gesamten Transfers achten die Bediener auf Anzeichen einer Systembeeinträchtigung, einschließlich unerwartetem Widerstand, sichtbaren Lücken in den Dichtungen oder ungewöhnlichen Luftströmen.
Kritische Schritte des Übertragungsverfahrens
- Stellen Sie sicher, dass die Umgebungsbedingungen im Reinraum den Spezifikationen entsprechen, bevor Sie mit dem Transfer beginnen
- Überprüfen Sie die Gamma-Umverpackung des Beta-Beutels auf Unversehrtheit und bestätigen Sie die Sterilisationsvalidierung
- Reinigen und desinfizieren Sie die Alpha-Port-Oberfläche mithilfe validierter Verfahren und Materialien
- Entfernen Sie die Gamma-Umhüllung unmittelbar vor dem Andocken, um die Exposition steriler Oberflächen zu minimieren
- Stellen Sie sicher, dass der Beta-Ring vollständig am Alpha-Port anliegt, bevor Sie den Übertragungsweg öffnen
- Führen Sie den Materialtransfer mit kontrollierten Bewegungen durch und minimieren Sie Luftstörungen
- Schließen Sie den Alpha-Anschluss vollständig, bevor Sie den Beta-Beutel von der Andockposition trennen
- Abschluss der Dokumentenübertragung einschließlich etwaiger Abweichungen oder Beobachtungen
Validierungs- und Qualitätssicherungsanforderungen
Aufsichtsbehörden verlangen eine umfassende Validierung von Materialtransfersystemen, die in der pharmazeutischen Herstellung verwendet werden, und Einweg-Beta-Beutelsysteme müssen unter verschiedenen Betriebsbedingungen eine konstante Leistung erbringen. Validierungsprogramme schaffen die Gewissheit, dass der Transferprozess die Sterilität aufrechterhält und keine Kontamination einführt, die die Produktqualität oder die Patientensicherheit beeinträchtigen könnte. Diese Validierungsaktivitäten umfassen die Phasen Designqualifizierung, Installationsqualifizierung, Betriebsqualifizierung und Leistungsqualifizierung.
Durch die Designqualifizierung wird überprüft, ob die Beta-Bag- und RTP-Systemspezifikationen den Benutzeranforderungen und behördlichen Erwartungen entsprechen. Diese Phase umfasst Materialverträglichkeitsstudien, die bestätigen, dass Beutelfolien nicht mit den zu übertragenden Materialien interagieren oder in diese eindringen. Bei der Prüfung der Partikelerzeugung wird die Partikelbelastung quantifiziert, die durch die Handhabung und Manipulation von Beuteln entsteht, und so sichergestellt, dass sie innerhalb akzeptabler Grenzen für die Anwendung bleibt. Die Sterilisationsvalidierung zeigt, dass der Gammabestrahlungsprozess die erforderliche Sterilitätssicherungsstufe, typischerweise 10^-6, über die gesamte Beta-Bag-Baugruppe einschließlich des starren Rings und aller versiegelten Schnittstellen erreicht.
Bei der betrieblichen Qualifizierung geht es darum, nachzuweisen, dass die Bediener Transfervorgänge konsistent gemäß festgelegten Protokollen durchführen können. Dazu gehört die Prüfung der Docking-Integrität mithilfe physikalischer Prüfmethoden oder Prüfgasen, um zu bestätigen, dass an der Alpha-Beta-Grenzfläche keine Leckage auftritt. Transfersimulationsstudien bewerten die tatsächliche Bewegung von Materialien durch das System und identifizieren potenzielle Probleme mit der Zugänglichkeit, Sichtbarkeit oder physischen Einschränkungen, die den Routinebetrieb beeinträchtigen könnten. Mikrobiologische Belastungstests stellen die kritischste Komponente dar. Typischerweise werden Medienfüllungen oder Studien zur mikrobiellen Kontamination eingesetzt, die zeigen, dass der Transferprozess auch im schlimmsten Fall sterile Bedingungen aufrechterhält.
Die laufende Qualitätssicherung erfordert eine regelmäßige Überwachung und regelmäßige Revalidierung, um eine kontinuierliche Systemleistung sicherzustellen. Umweltüberwachungsprogramme umfassen Luft- und Oberflächenprobenentnahmen rund um RTP-Systeme während und nach dem Transfer sowie die Erstellung von Trenddaten, um eine Verschlechterung der Kontaminationskontrollleistung zu erkennen. Qualifizierungs- und Änderungskontrollverfahren für Beta-Beutellieferanten stellen sicher, dass alle Änderungen an Materialien, Herstellungsprozessen oder Sterilisationsparametern vor der Implementierung einer angemessenen Bewertung unterzogen werden. Durch die jährliche oder alle zwei Jahre erfolgende Systemrevalidierung wird bestätigt, dass mechanische Komponenten, Dichtungsflächen und Betriebsabläufe weiterhin den ursprünglichen Leistungsspezifikationen entsprechen.
Anwendungen in der pharmazeutischen Herstellung
Einweg-Beta-Beutel finden in der gesamten pharmazeutischen und biotechnologischen Produktion überall dort Anwendung, wo ein steriler Materialtransfer erforderlich ist. Die Vielseitigkeit der Technologie ermöglicht den Einsatz in verschiedenen Prozessen, von der frühen Entwicklung bis zur Produktion im kommerziellen Maßstab. Das Verständnis der Bandbreite der Anwendungen hilft Unternehmen dabei, Möglichkeiten zur Verbesserung der Kontaminationskontrolle und der Betriebseffizienz in ihren eigenen Einrichtungen zu erkennen.
Die Rohstoffeinbringung stellt eine der häufigsten Anwendungen für Beta-Bag-Systeme dar. Pharmazeutische Wirkstoffe, Hilfsstoffe und andere Formulierungskomponenten müssen unter Wahrung ihrer Identität, Reinheit und Sterilität in Reinraum-Compoundierungsbereiche überführt werden. Beta-Beutel ermöglichen den direkten Transport dieser Materialien von den Empfangs- und Testbereichen in Reinräume der Klasse A oder B, ohne dass sie Umgebungen mit niedrigerer Klassifizierung ausgesetzt werden. Da es sich um einen Einwegbehälter handelt, entfällt die Gefahr einer Kreuzkontamination zwischen verschiedenen Materialien oder Chargen, die bei wiederverwendbaren Behältern auftreten könnte, die eine Reinigungsvalidierung erfordern.
Der Geräte- und Komponententransfer in Isolatoren für die aseptische Verarbeitung hängt stark von der Beta-Bag-Technologie ab. Stopfen, Spritzen, Fläschchen, Filter und Schlauchbaugruppen müssen in sterilem Zustand in den Isolator gelangen, und Beta-Beutel bieten eine validierte Methode für diese Einführung. Die Beutel können vorsterilisierte Komponenten in ihrer Originalverpackung aufnehmen oder mehrere Artikel in organisierten Konfigurationen aufnehmen, die ein effizientes Laden in Verarbeitungsgeräte erleichtern. Diese Anwendung erweist sich als besonders wertvoll bei Abfüllvorgängen, bei denen während der Produktionskampagnen zahlreiche Komponenten in den Isolator transportiert werden müssen.
Die Herstellung von Zelltherapie- und Arzneimitteln für neuartige Therapien (ATMP) stellt einzigartige Herausforderungen dar, die mit Einweg-Beta-Beuteln effektiv bewältigt werden können. Bei diesen Prozessen geht es häufig darum, vom Patienten stammendes Zellmaterial zwischen Verarbeitungsschritten zu transferieren, die in verschiedenen Isolatoren oder Reinräumen durchgeführt werden. Beta-Beutel ermöglichen diese Übertragungen, wahren gleichzeitig die Integrität des geschlossenen Systems und schützen empfindliche Zellprodukte vor Umwelteinflüssen. Die Flexibilität, Beutelgrößen und -konfigurationen individuell anzupassen, berücksichtigt die unterschiedlichen Behältertypen und -volumina, die für die Herstellung personalisierter Medikamente charakteristisch sind.
Auch die Abfallentsorgung aus sterilen Umgebungen profitiert von der Beta-Bag-Technologie, allerdings erfordert diese Anwendung eine sorgfältige Abwägung der Richtungs- und Kontaminationskontrollstrategien. Einige RTP-Systeme unterstützen die bidirektionale Nutzung, sodass Materialien Reinräume oder Isolatoren in Beta-Beuteln verlassen und anschließend verarbeitet oder entsorgt werden können. Diese Fähigkeit ermöglicht die Entfernung von Prozessabfällen, verbrauchten Materialien oder Ausschusskomponenten, ohne direkte Wege vom Reinraum zur Außenumgebung zu öffnen. Allerdings müssen die Einrichtungen strenge Protokolle umsetzen, um eine versehentliche Rückkontamination zu verhindern und eine ordnungsgemäße Trennung der Abfallentsorgungssysteme von den Materialeinführungssystemen sicherzustellen.
Auswahlkriterien und Anpassungsmöglichkeiten
Die Auswahl der geeigneten Beta-Bag-Konfiguration für bestimmte Anwendungen erfordert die Bewertung mehrerer Faktoren, darunter Materialkompatibilität, Größenanforderungen, Portschnittstellenspezifikationen und behördliche Überlegungen. Hersteller bieten umfangreiche Anpassungsoptionen an, die eine Optimierung für bestimmte Anwendungsfälle ermöglichen. Diese Flexibilität erfordert jedoch auch eine sorgfältige Spezifikation, um sicherzustellen, dass das Endprodukt alle Betriebs- und Qualitätsanforderungen erfüllt.
Die Auswahl der Folie stellt eine grundlegende Entscheidung dar, die sich auf die Beutelleistung in mehreren Dimensionen auswirkt. Standard-Polyethylenfolien bieten wirtschaftliche Lösungen für unkritische Anwendungen mit guter allgemeiner chemischer Beständigkeit und geringer Partikelbildung. Hochbarrierefolien mit EVOH oder anderen Spezialpolymeren bieten hervorragenden Schutz für feuchtigkeits- oder sauerstoffempfindliche Materialien, sind aber zu höheren Preisen erhältlich. Antistatische Folien verringern die Anziehung und Adhäsion von Partikeln, was sich bei Anwendungen mit trockenen Pulvern oder bröckeligen Materialien, die zu statischer Aufladung neigen, positiv auswirkt. Die Foliendicke sorgt für ein ausgewogenes Verhältnis von Durchstoßfestigkeit und Flexibilität und liegt typischerweise im Bereich von 4 bis 10 Mil, abhängig von der erwarteten Schwere der Handhabung und den Belastungsanforderungen.
Die Größen- und Konfigurationsmöglichkeiten reichen von kleinen Beuteln mit wenigen Litern bis hin zu Großformaten mit mehr als 100 Litern Fassungsvermögen. Die physischen Abmessungen müssen den zu transportierenden Materialien gerecht werden und gleichzeitig mit der RTP-Portgröße und dem verfügbaren Platz sowohl im Vorbereitungs- als auch im Empfangsbereich kompatibel bleiben. Zu den Spezialkonfigurationen gehören Taschen mit Innenregalen oder Fächern zur Organisation mehrerer kleiner Gegenstände, Taschen mit integrierten Griffen oder Hebepunkten für schwere Lasten sowie Taschen mit transparenten Fenstern, die eine visuelle Überprüfung des Inhalts ohne Öffnen ermöglichen. Einige Anwendungen profitieren von Beuteln mit mehreren Zugangspunkten oder Verbindungsanschlüssen für Befüll-, Probenahme- oder Entleerungsvorgänge.
Die Schnittstellenkompatibilität zwischen dem Beta-Bag-Ring und den in der Einrichtung installierten Alpha-Ports erfordert eine sorgfältige Überprüfung. Auf dem Markt gibt es mehrere proprietäre RTP-Systeme, und Beta-Beutel müssen dem spezifischen Alpha-Port-Design entsprechen, das in der Einrichtung verwendet wird. Die Ringmaterialien reichen von starren Kunststoffen bis hin zu Metalllegierungen und werden nach Festigkeitsanforderungen, Sterilisationskompatibilität und Kostenüberlegungen ausgewählt. Die Befestigungsmethode zwischen der Beutelfolie und dem starren Ring nutzt Heißsiegeln, Kleben oder mechanisches Klemmen, die jeweils unterschiedliche Leistungsmerkmale hinsichtlich Siegelintegrität, Partikelerzeugung und einfacher Herstellung bieten.
Behebung häufiger Herausforderungen
Trotz der nachgewiesenen Zuverlässigkeit von Einweg-Beta-Beutelsystemen treten gelegentlich betriebliche Herausforderungen auf, die eine systematische Fehlerbehebung und Korrekturmaßnahmen erfordern. Das Verständnis häufiger Fehlerarten und ihrer Grundursachen ermöglicht eine schnelle Reaktion, die Produktionsunterbrechungen minimiert und Qualitätsstandards aufrechterhält. Viele Probleme sind eher auf die Technik des Bedieners, die Wartung der Ausrüstung oder auf Nichtübereinstimmungen der Spezifikationen zurückzuführen als auf grundlegende technologische Einschränkungen.
Andockschwierigkeiten stellen eine der häufigsten Herausforderungen dar und äußern sich in unvollständigem Einrasten, Fehlausrichtung oder fehlerhafter Betätigung des Kupplungsmechanismus. Diese Probleme sind häufig auf Verunreinigungen oder Schäden an den Dichtungsflächen des Alpha-Ports zurückzuführen, wodurch sich bei wiederholter Reinigung Rückstände ansammeln oder Kratzer entstehen können, die eine ordnungsgemäße Dichtungsbildung verhindern. Regelmäßige Inspektionen und vorbeugende Wartung von Alpha-Ports, einschließlich des Austauschs verschlissener Dichtungen oder Dichtungsmembranen, verhindern die meisten Andockprobleme. Bedienerschulungen, bei denen der Schwerpunkt auf den richtigen Ausrichtungstechniken und dem Erkennen korrekter Eingriffsindikatoren liegt, reduzieren durch menschliche Faktoren verursachte Andockfehler.
Bedenken hinsichtlich der Folienintegrität, einschließlich Einstichen, Rissen oder Versiegelungsfehlern, gefährden die grundlegende Schutzfunktion von Beta-Beuteln. Diese Fehler können beim Abfüllen, Transport, Handling oder beim Transfervorgang selbst auftreten. Bei der Ursachenforschung sollte der gesamte Lebenszyklus von der Beutelherstellung bis zur endgültigen Verwendung untersucht werden. Scharfe Kanten an übertragenen Materialien, unsachgemäße Handhabungstechniken oder eine unzureichende Verpackung während des Transports können zur Beschädigung der Folie beitragen. Durch die Implementierung von Schutzmaßnahmen wie zusätzlicher Polsterung für scharfe Gegenstände, verbesserten Handhabungsprotokollen und einer strengen Eingangskontrolle von Beuteln können Integritätsfehler erheblich reduziert werden.
Gelegentlich tauchen Probleme im Zusammenhang mit der Sterilisation auf, die typischerweise durch routinemäßige Sterilitätstests oder die Untersuchung von Kontaminationsereignissen entdeckt werden. Diese Probleme können auf eine unzureichende Abgabe der Gammadosis, eine Abschirmwirkung durch dichte Materialien im Beutel oder eine Kontamination nach der Sterilisation während der Lagerung oder Handhabung hinweisen. Studien zur Kartierung der Sterilisationsdosis bestätigen die gleichmäßige Dosisverteilung in allen beladenen Beta-Beuteln, während Dosisprüfungsprogramme bestätigen, dass Sterilisationsdienstleister die angegebenen Dosen konsistent liefern. Durch die ordnungsgemäße Lagerung in kontrollierten Umgebungen und die Einhaltung des Verfallsdatums auf der Grundlage validierter Sterilitätserhaltungsfristen wird sichergestellt, dass die Beutel bis zur Verwendung steril bleiben.
Einweg-Beta-Beutel haben die Materialtransferpraktiken in der pharmazeutischen Herstellung verändert, indem sie eine validierte, zuverlässige Methode zur Aufrechterhaltung der Sterilität bei kritischen Vorgängen bieten. Da sich die Herstellungsparadigmen weiter in Richtung Einwegtechnologien und flexiblen Produktionssystemen weiterentwickeln, werden Beta-Beutelanwendungen wahrscheinlich in neue Bereiche expandieren. Der Erfolg mit diesen Systemen hängt von einem gründlichen Verständnis der Technologie, einer strengen Validierung, einer konsistenten Betriebsausführung und einer kontinuierlichen Qualitätsüberwachung ab. Unternehmen, die diese Elemente beherrschen, sind in der Lage, die höchsten Standards an Produktqualität und Patientensicherheit zu erfüllen und gleichzeitig die für eine nachhaltige Arzneimittelherstellung erforderliche betriebliche Effizienz aufrechtzuerhalten.
















{kind=link}