












Warum die Ventilauswahl in Fermentationsprozesssystemen von entscheidender Bedeutung ist
In jedem Fermentationsprozess – sei es beim Brauen von Bier, bei der Herstellung von Pharmazeutika, beim Anbau von Probiotika oder bei der Herstellung industrieller Enzyme – gehören Ventile zu den wichtigsten Komponenten im System. Sie regulieren den Fluss von Medien, Kulturbrühe, Reinigungsmitteln, Dampf und Gasen durch Bioreaktoren, Transferleitungen und Verarbeitungsgeräte. Ein Ventil, das undicht ist, eine mikrobielle Kontamination aufweist, Fremdstoffe einführt oder nicht zuverlässig abdichtet, kann einen gesamten Fermentationsansatz im Wert von Tausenden oder sogar Hunderttausenden Dollar gefährden. Über den Chargenverlust hinaus kann eine falsche Ventilauswahl bei der Pharma- oder Lebensmittelfermentation Ereignisse zur Nichteinhaltung von Vorschriften auslösen, die zu Anlagenstillständen oder Produktrückrufen führen.
Die Herausforderung, das Richtige auszuwählen Ventil für den Fermentationsprozess liegt in der einzigartigen Kombination der Anforderungen an diese Komponenten. Sie müssen eine hermetische Abdichtung gegen Innendrücke während der aktiven Fermentation aufrechterhalten, aggressiven Sterilisationszyklen mit Dampf oder ätzenden Chemikalien standhalten, Korrosion durch saure oder alkalische Prozessmedien widerstehen und Innenflächen aufweisen, die vollständig gereinigt werden können, ohne Toträume oder Spalten, in denen sich Mikroorganismen ansammeln können. Kein einzelner Ventiltyp erfüllt alle diese Anforderungen in allen Anwendungen gleichermaßen. Aus diesem Grund wählen erfahrene Verfahrenstechniker für verschiedene Punkte im Fermentationsprozess unterschiedliche Ventilkonstruktionen aus.
Die am häufigsten bei der Fermentation verwendeten Ventiltypen
In Fermentationssystemen werden mehrere unterschiedliche Ventildesigns eingesetzt, von denen jedes über spezifische Funktionsstärken verfügt, die es für bestimmte Betriebsbedingungen geeignet machen. Das Verständnis des Funktionsprinzips und der Einschränkungen jedes Typs ist die Grundlage für eine effektive Ventilauswahl.
Membranventile
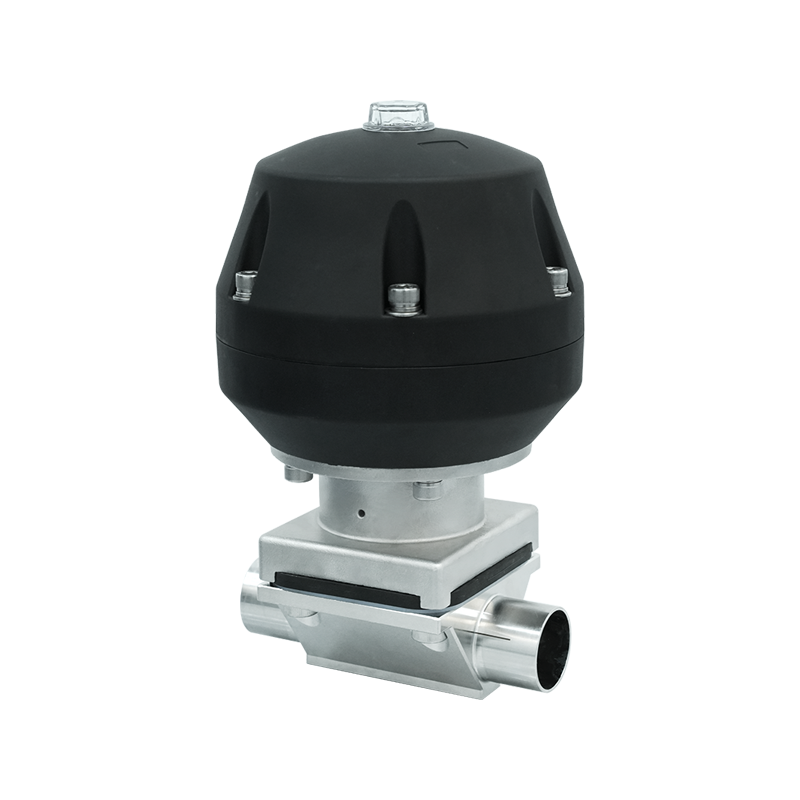
Das Membranventil ist der am häufigsten verwendete Ventiltyp in hygienischen Fermentations- und Bioverarbeitungsanwendungen. Sein Funktionsprinzip ist elegant und einfach: Eine flexible Membran aus Elastomermaterial wird gegen ein Wehr oder einen Sattel im Ventilkörper gedrückt, um den Verschluss zu erreichen, und zurückgezogen, um den Durchfluss zu ermöglichen. Der entscheidende Vorteil dieser Konstruktion besteht darin, dass der Betätigungsmechanismus – Handrad, pneumatischer Antrieb und Aufsatzbaugruppe – durch die Membran vollständig von der Prozessflüssigkeit getrennt ist. Dadurch wird das Risiko beseitigt, dass Schmiermittel, Metallpartikel oder externe Verunreinigungen in den Prozessstrom gelangen, und es gibt keine Spindeldichtungen oder Stopfbuchsen, die Prozessmedien in die Atmosphäre entweichen lassen könnten. Membranventile sind sowohl in Konfigurationen mit Wehrkörper als auch mit vollem Durchgang in Durchgangsausführung erhältlich, wobei der Wehrtyp eine bessere Absperrleistung bietet und der Durchgangstyp eine bessere Entwässerung und einen geringeren Druckabfall für viskose Medien bietet.
Absperrklappen
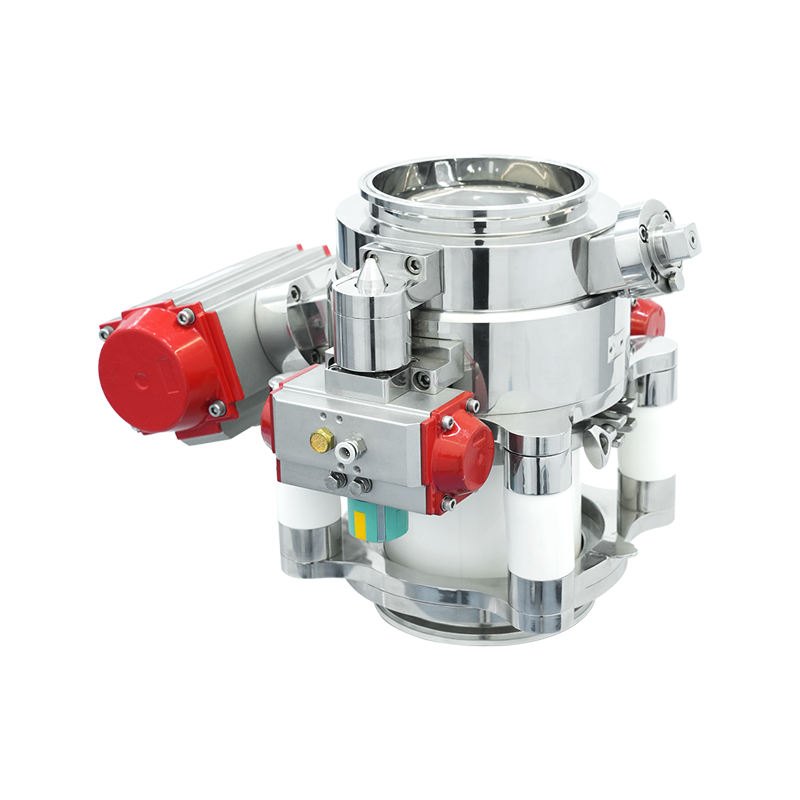
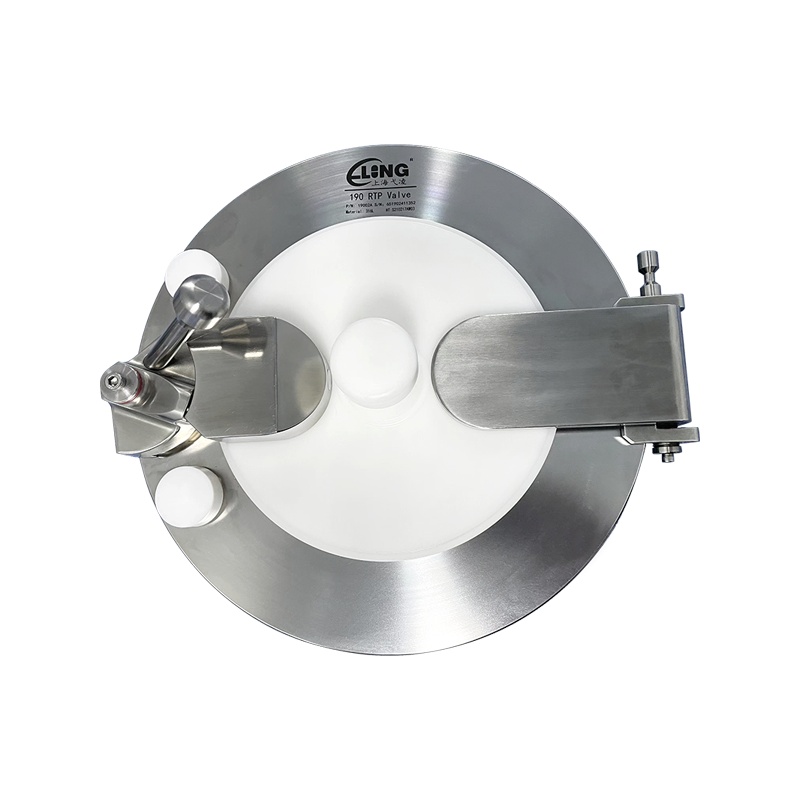
Sanitäre Absperrklappen werden häufig in Fermentationsübertragungsleitungen und Tankbodenauslässen eingesetzt, wo eine Durchflussregelung mit großem Durchmesser und geringen Kosten erforderlich ist. Eine kreisförmige Scheibe, die auf einer zentralen Welle montiert ist, dreht sich im Ventilkörper, um den Durchfluss zu modulieren oder zu unterbrechen. In der Sanitärkonfiguration sind die Scheibe und das Gehäuseinnere auf Ra ≤ 0,8 µm poliert und die Wellendichtung verwendet eine austauschbare Elastomerauskleidung, die sowohl die Sitzdichtung als auch die Wellendichtung in einer einzigen Komponente bietet. Absperrklappen bieten einen schnellen Vierteldrehungsbetrieb, kompakte Einbaumaße und einen geringen Druckabfall in der vollständig geöffneten Position, wodurch sie sich gut für Tankentleerung, CIP-Rücklaufleitungen und große Transferverteiler eignen. Ihre Einschränkung besteht darin, dass die zentrale Scheibe auch bei vollständiger Öffnung immer im Strömungsweg bleibt, was zu einer geringfügigen Verstopfung führt und sie für hochviskose Fermentationsbrühen oder Aufschlämmungen mit hohem Feststoffgehalt weniger geeignet macht.
Kugelhähne
Sanitär-Kugelhähne verfügen über eine gebohrte Kugel, die sich dreht, um sich an den Strömungsweg anzupassen oder diesen zu blockieren, sodass in der geöffneten Position ein Durchfluss mit vollem Durchgang und nahezu kein Druckabfall gewährleistet ist. Bei hygienischen Designs bestehen Kugel und Körper aus Edelstahl 316L mit einer elektropolierten oder mechanisch polierten Innenfläche, und die Sitzringe bestehen aus PTFE oder PTFE-Verbundwerkstoffen, die über einen sehr weiten pH-Bereich chemische Beständigkeit bieten. Kugelhähne werden für den Ein-/Aus-Absperrbetrieb in Fermentationsgasversorgungsleitungen, Probenahmeanschlüssen und Sterilisationskreisläufen bevorzugt, da ihre Konstruktion mit vollem Durchgang eine vollständige Entleerung ermöglicht und ihre einfache Geometrie vor Ort leicht zu reinigen ist. Sie werden jedoch im Allgemeinen nicht für den Drosselbetrieb empfohlen, da eine teilweise Öffnung mit der Zeit zu Turbulenzen und Erosion der PTFE-Sitze führt.
Sitzventile (vermischungssicher und einsitzig)
Einsitzventile und vermischungssichere Doppelsitzventile werden in komplexeren Fermentationsanlagen eingesetzt, in denen mehrere Produktströme innerhalb derselben Rohrleitungen ohne Risiko einer Kreuzkontamination gehandhabt werden müssen. Ein Einsitzventil verwendet einen konischen oder flachen Stopfen, der gegen einen bearbeiteten Sitz im Ventilgehäuse gedrückt wird und bei Installation in der empfohlenen Ausrichtung eine hervorragende Absperrleistung und eine selbstentleerende Geometrie bietet. Vermischungssichere Doppelsitzventile verfügen über zwei unabhängige Schließelemente mit einem Leckagehohlraum dazwischen, der zur Atmosphäre entlüftet wird. Selbst wenn ein Sitz undicht ist, verhindert der zweite Sitz, dass jegliches Produkt die gegenüberliegende Seite des Ventils erreicht, und etwaige Leckagen werden sicher in einen Abfluss abgeleitet. Dieses Doppelbarriere-Design ist in Molkerei- und Pharma-Fermentationsanlagen obligatorisch, in denen das Prozessdesign die gleichzeitige Verarbeitung verschiedener Produktströme in gemeinsamen Rohrleitungen erfordert.
Materialauswahl für Ventilkörper und medienberührte Komponenten
Die in den benetzten Teilen eines Fermentationsprozessventils verwendeten Materialien – Gehäuse, Verschlusselement, Sitze und Dichtungen – müssen den spezifischen chemischen, thermischen und biologischen Bedingungen des Prozesses standhalten und gleichzeitig die Oberflächenintegrität über wiederholte Sterilisationszyklen hinweg bewahren. Eine falsche Materialauswahl ist eine der Hauptursachen für vorzeitigen Ventilausfall und Prozesskontamination in Fermentationsanlagen.
- Edelstahl 316L: Das Standardmaterial für Sanitärventilkörper und Innenteile in der Lebensmittel-, Getränke- und pharmazeutischen Fermentation. Der niedrige Kohlenstoffgehalt von 316L (maximal 0,03 % Kohlenstoff) minimiert Sensibilisierung und interkristalline Korrosion bei wiederholten Dampfsterilisationszyklen. Sein Molybdängehalt bietet im Vergleich zu Edelstahl 304 eine überlegene Beständigkeit gegen chloridbedingte Lochfraßbildung, was in CIP-Systemen mit Natriumhypochlorit oder anderen chlorhaltigen Desinfektionsmitteln wichtig ist.
- EPDM (Ethylen-Propylen-Dien-Monomer): Das am häufigsten verwendete Elastomer für Membranen und Sitzdichtungen in Gärventilen. EPDM bietet über einen breiten Temperaturbereich eine hervorragende Beständigkeit gegen Dampfsterilisation, alkalische CIP-Chemikalien und wässrige Medien. Es ist nicht mit Ölen oder Lösungsmitteln auf Kohlenwasserstoffbasis kompatibel, was jedoch in wässrigen Fermentationsumgebungen selten ein Problem darstellt.
- PTFE (Polytetrafluorethylen): Wird für Sitzringe in Kugelhähnen und als Auskleidungsmaterial in Membranventilen verwendet, die aggressiven chemischen Bedingungen ausgesetzt sind. PTFE ist gegenüber praktisch allen Prozessmedien, die bei der Fermentation vorkommen, chemisch inert, einschließlich starker Säuren, starker Basen und oxidierender Desinfektionsmittel, aber es hat eine begrenzte Elastizität und muss beim Zusammenbau sorgfältig angezogen werden, um die Integrität des Sitzes zu gewährleisten.
- Silikonelastomere: Bevorzugt in der pharmazeutischen und biotechnologischen Fermentation für Diaphragmen und Dichtungen, wo FDA-Konformität und Minimierung extrahierbarer Stoffe zwingend erforderlich sind. Silikon ist von Natur aus arm an extrahierbaren Verbindungen, dampfautoklavierbar und kompatibel mit den Gammabestrahlungssterilisationsmethoden, die in Einweg-Bioverarbeitungssystemen verwendet werden.
- Duplex- und hochlegierte Edelstähle: Wird in aggressiven Fermentationsumgebungen mit hohen Chloridkonzentrationen, Medien mit niedrigem pH-Wert oder erhöhten Temperaturen verwendet, die die Korrosionsbeständigkeit von Standard-316L übersteigen. Duplex-Sorten wie 2205 oder superaustenitische Sorten wie 904L bieten deutlich höhere Lochfraßbeständigkeitsindizes (PREN) für diese anspruchsvollen Betriebsbedingungen.
Hygienestandards und Anforderungen an die Oberflächenbeschaffenheit
Fermentationsprozessventile, die in der Lebensmittel-, Getränke-, Molkerei- und Pharmaproduktion eingesetzt werden, müssen anerkannten Hygienedesignstandards entsprechen, die die Oberflächenbeschaffenheit, Totraumabmessungen, Entleerbarkeit und Materialrückverfolgbarkeit regeln. Die Einhaltung dieser Standards ist nicht nur eine behördliche Formalität – sie bestimmt direkt, ob das Ventil im Betrieb zuverlässig gereinigt und sterilisiert werden kann, ohne dass es zwischen den Chargen zu Restkontaminationen kommt.
Die beiden wichtigsten Standards für die Gestaltung hygienischer Ventile sind die 3-A Sanitary Standards (hauptsächlich in Nordamerika verwendet) und die EHEDG-Richtlinien (European Hygienic Engineering and Design Group) (hauptsächlich in Europa und international für pharmazeutische Anwendungen verwendet). Beide Normen schreiben vor, dass die Rauheit der benetzten Oberfläche für die meisten Anwendungen Ra 0,8 µm nicht überschreiten darf, wobei für aseptische pharmazeutische Anwendungen ein Ra von 0,4 µm oder besser erforderlich ist. Die Oberflächenveredelung wird durch mechanisches Polieren, Elektropolieren oder eine Kombination aus beidem erreicht – Elektropolieren verringert nicht nur die Oberflächenrauheit, sondern entfernt auch eingebettetes Eisen und andere Oberflächenverunreinigungen, wodurch eine passivierte Chromoxidschicht entsteht, die die Korrosionsbeständigkeit erhöht.
Die Totraumkontrolle ist eine weitere wichtige Anforderung an das Hygienedesign. Ein Totzweig ist jeder Abschnitt der Rohrleitung oder des Ventilhohlraums, der nicht vom Hauptprozessfluss oder CIP-Reinigungsstrom gespült wird, wodurch eine stagnierende Zone entsteht, in der sich Mikroorganismen zwischen den Reinigungszyklen ansammeln und vermehren können. Die anerkannte Industrieregel begrenzt Totrohre auf eine Länge von nicht mehr als dem 1,5-fachen des Rohrdurchmessers. Ventilkonstruktionen, die vertiefte Hohlräume, Blindanschlüsse oder Schaftpackungskammern enthalten, die mit der Prozessflüssigkeit kommunizieren, verstoßen gegen diese Anforderung und sind für den hygienischen Fermentationsbetrieb nicht akzeptabel.
Vergleich der Ventiltypen nach Fermentationsanwendung
Unterschiedliche Positionen im Gärprozessstrang erfordern unterschiedliche Ventileigenschaften. In der folgenden Tabelle sind die gängigsten Ventiltypen ihren optimalen Einsatzpunkten in einer typischen Fermentationsanlage zugeordnet.
| Anwendungspunkt | Empfohlener Ventiltyp | Hauptgrund |
| Bioreaktor-Impfanschluss | Membranventil | Keine toten Beine, dampffähige, sterile Barriere |
| Ernte- und Transferlinien | Vermischungssicheres Sitzventil | Verhindert Kreuzkontaminationen zwischen Strömen |
| Tankbodenauslass | Absperrklappe | Große Bohrung, schnelle Betätigung, selbstentleerend |
| Gasversorgung (Luft, CO₂, N₂) | Kugelhahn | Voller Durchgang, kein Druckabfall, zuverlässige Absperrung |
| Dampfsterilisationskreislauf | Membran- oder Balgventil | Hohe Temperaturtoleranz, kein externer Leckpfad |
| CIP-Vor- und Rücklauf | Absperrklappe oder Einsitzventil | Chemische Beständigkeit, hohe Durchflusskapazität |
| Probenahmeanschluss | Aseptisches Probenahmeventil | Sterile Probenentnahme ohne Kontamination |
Betätigungsoptionen und Automatisierung in Fermentationsventilsystemen
Moderne Fermentationsanlagen arbeiten mit einem hohen Automatisierungsgrad, und die Ventilbetätigung ist ein zentraler Bestandteil der Prozesssteuerungsarchitektur. Manuelle Ventile eignen sich für seltene Vorgänge wie Wartungsisolation oder manuelle Probenahme. Die meisten Ventile in einem kontinuierlichen oder Fed-Batch-Fermentationssystem werden jedoch pneumatisch oder elektrisch betätigt und vom verteilten Steuerungssystem (DCS) oder der speicherprogrammierbaren Steuerung (PLC) der Anlage gesteuert.
Pneumatikantriebe sind bei weitem die gebräuchlichste Betätigungstechnologie in Fermentationsventilsystemen, da sie einfach, schnell, zuverlässig und in Umgebungen, in denen aufgrund brennbarer Lösungsmittel oder Gase die Gefahr elektrischer Funken besteht, einfach, schnell, zuverlässig und von Natur aus sicher sind. Einfachwirkende Stellantriebe mit Federrückstellung sind die Standardwahl für den Ein-/Aus-Betrieb, da sie bei Verlust des Instrumentenluftdrucks in eine definierte sichere Position – entweder vollständig geöffnet oder vollständig geschlossen – versagen. Dieses ausfallsichere Verhalten ist in Fermentationssystemen von entscheidender Bedeutung, bei denen die Ventilposition zum Zeitpunkt eines Strom- oder Luftausfalls darüber entscheiden kann, ob eine Charge gespeichert wird oder verloren geht. Doppeltwirkende Antriebe, die sowohl zum Öffnen als auch zum Schließen Luftdruck benötigen, werden dort eingesetzt, wo sehr hohe Betätigungskräfte erforderlich sind oder wo die Fail-Safe-Position für die Prozesssicherheit nicht kritisch ist.
Die Rückmeldung der Ventilposition erfolgt über an der Stellantriebsbaugruppe montierte Endschalter oder Positionsgeber, die dem Steuersystem bestätigen, ob das Ventil vollständig geöffnet, vollständig geschlossen oder in einer Zwischenposition ist. Bei der aseptischen pharmazeutischen Fermentation muss das Steuersystem eine bestätigte Positionsrückmeldung erhalten, bevor es mit dem nächsten Schritt in einer automatisierten Sequenz fortfahren kann – ein Ventil, das seine befohlene Position nicht innerhalb einer definierten Zeitspanne bestätigt, löst einen Alarm aus und stoppt die Sequenz, wodurch verhindert wird, dass der Prozess in einem undefinierten oder unsicheren Zustand fortschreitet. Stellungsregler mit HART- oder Feldbus-Kommunikationsfunktion ermöglichen die kontinuierliche Überwachung der Ventilposition und die Erfassung von Diagnosedaten und ermöglichen so vorausschauende Wartungsprogramme, die eine Verschlechterung des Ventils erkennen, bevor es zu einem Ausfall kommt.
















{kind=link}